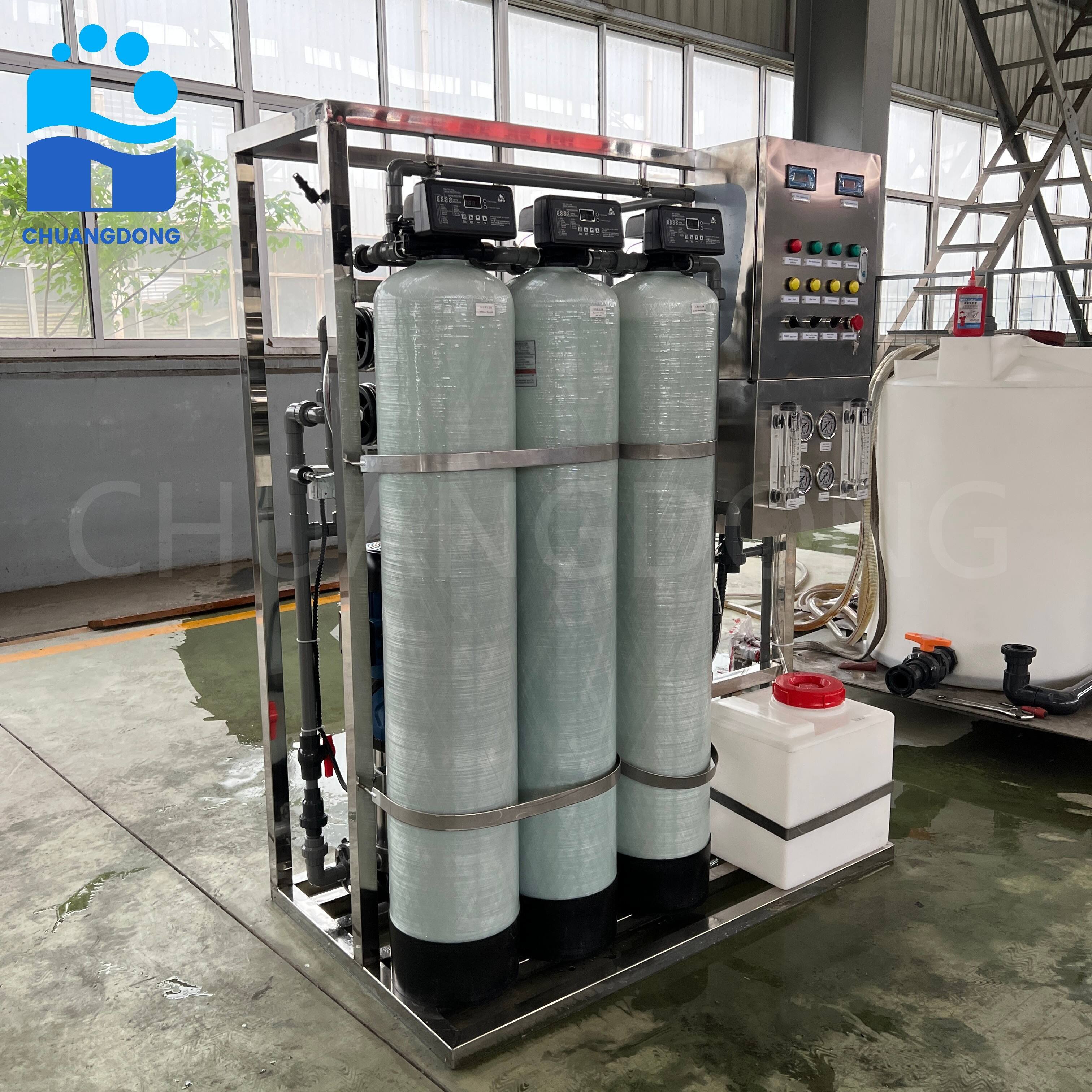
ultrapure water equipment
Ultrapure water equipment represents a sophisticated purification system designed to produce water with exceptionally low levels of contaminants, ions, and organic compounds. This advanced technology combines multiple filtration and purification stages to achieve water quality that meets the strictest industry standards. The main functions of ultrapure water equipment include removing dissolved solids, bacteria, viruses, organic materials, and particulates to produce water with resistivity levels reaching 18.2 megohm-cm. The technological features incorporate reverse osmosis membranes, electrodeionization modules, ultraviolet sterilization units, and advanced resin-based deionization systems that work synergistically to deliver consistent purity levels. Modern ultrapure water equipment integrates automated monitoring systems that continuously track water quality parameters, ensuring real-time compliance with required specifications. These systems find critical applications across semiconductor manufacturing facilities where even trace impurities can compromise product quality, pharmaceutical production environments requiring sterile conditions, laboratory research settings demanding precise analytical results, and power generation plants needing high-purity feed water for boilers. The equipment serves biotechnology companies, medical device manufacturers, and chemical processing plants where water quality directly impacts production outcomes. Healthcare facilities utilize ultrapure water equipment for dialysis procedures and surgical instrument sterilization. The versatility of ultrapure water equipment makes it indispensable for industries where contamination control is paramount and where consistent water purity directly correlates with operational success and product integrity.