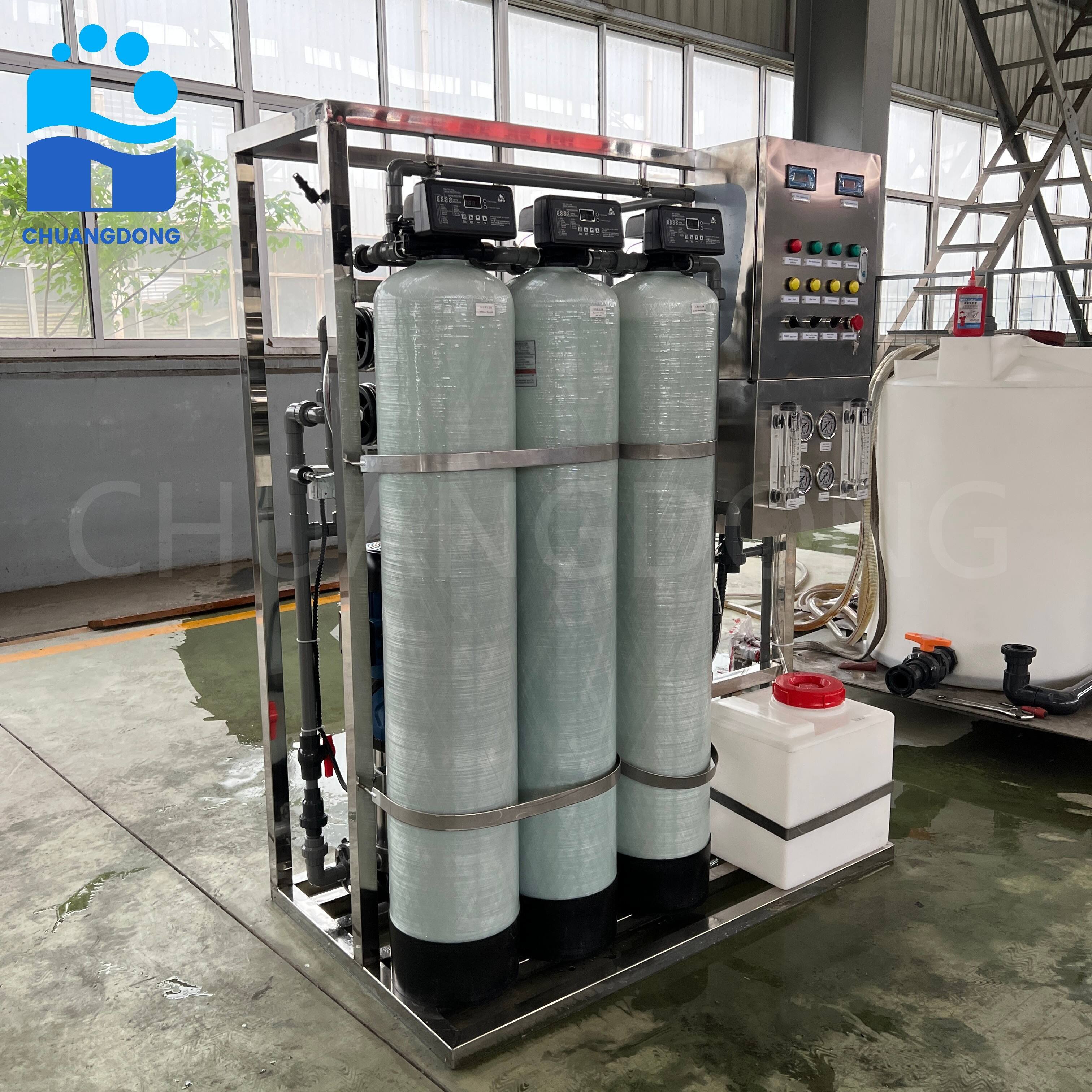
containerized high purity water system
A containerized high purity water system is an innovative water treatment solution designed to deliver ultrapure water for critical industrial and laboratory applications. This advanced system integrates multiple purification technologies within a standardized shipping container, creating a mobile and self-contained unit that produces water meeting stringent quality standards. The containerized high purity water system combines reverse osmosis, deionization, ultrafiltration, and UV sterilization processes to remove contaminants, minerals, bacteria, and organic compounds. These modular systems are engineered for rapid deployment and easy relocation, making them ideal for facilities requiring flexible water treatment infrastructure. The main functions include continuous production of high-quality water with resistivity levels reaching 18.2 megohm-cm, real-time monitoring of water quality parameters, and automated regeneration cycles. Technological features encompass advanced control systems with touchscreen interfaces, remote monitoring capabilities, and integrated quality assurance protocols. The containerized design protects sensitive equipment from environmental factors while maintaining optimal operating conditions. Applications span pharmaceutical manufacturing, semiconductor production, power generation, biotechnology research, and chemical processing industries. The containerized high purity water system offers a turnkey solution that eliminates the need for constructing dedicated treatment buildings, significantly reducing installation time and capital expenses. With pre-assembled components and factory testing, these systems ensure consistent performance and compliance with industry regulations including USP, EP, and ASTM standards, delivering reliable ultrapure water wherever needed.