Introduction
Water scarcity and contamination challenges continue to drive global demand for advanced purification technologies across industrial, commercial, and residential sectors. The Compact Salt Drinking Water Factory RO Plant Desalination Equipment Groundwater Well Reverse Osmosis Machinery represents a sophisticated solution engineered to address diverse water treatment requirements through cutting-edge membrane filtration technology. This comprehensive system combines space-efficient design with robust engineering to deliver consistent, high-quality treated water from various source types including groundwater, brackish water, and seawater applications.
Modern reverse osmosis technology has revolutionized water treatment by providing reliable contaminant removal through semi-permeable membrane systems. This equipment integrates multiple treatment stages within a compact footprint, making it suitable for facilities with space constraints while maintaining optimal performance standards. The versatility of this desalination machinery allows deployment across multiple industries requiring purified water for production processes, human consumption, or specialized applications demanding stringent water quality parameters.
Product Overview
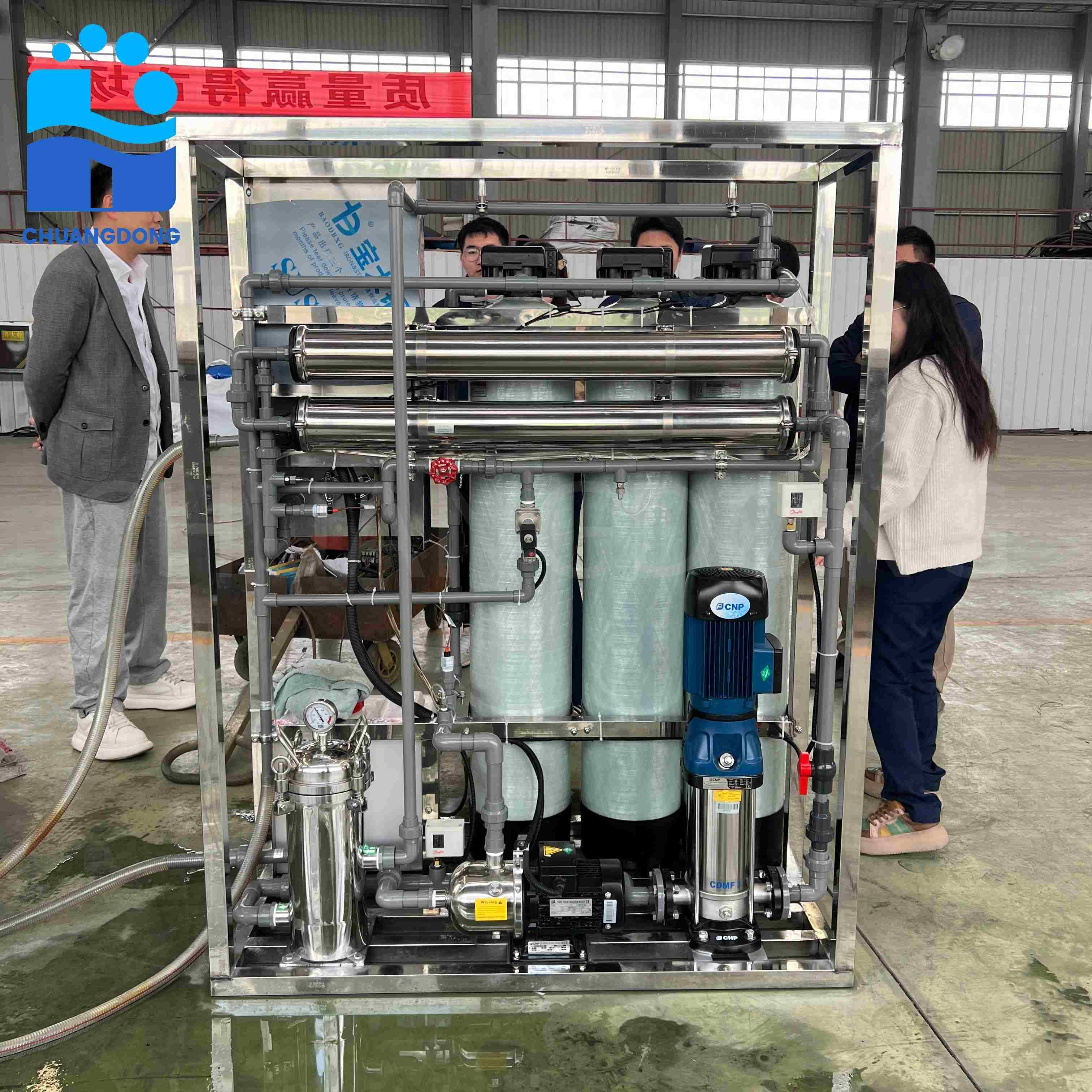
The Compact Salt Drinking Water Factory RO Plant Desalination Equipment Groundwater Well Reverse Osmosis Machinery features an integrated design that maximizes treatment efficiency while minimizing operational complexity. The system incorporates advanced membrane technology with automated control systems to ensure consistent water quality output regardless of source water variations. Multiple pre-treatment stages prepare incoming water by removing suspended solids, chlorine, and other contaminants that could compromise membrane performance or longevity.
Central to this reverse osmosis machinery is the membrane assembly, which utilizes high-rejection membranes capable of removing dissolved salts, organic compounds, bacteria, and other microscopic contaminants. The modular construction allows for scalable configurations to match specific treatment requirements while maintaining compact dimensions suitable for diverse installation environments. Automated monitoring and control systems continuously optimize operating parameters to maintain peak performance while extending component service life through intelligent operational adjustments.
The equipment incorporates robust construction materials selected for long-term reliability in challenging water treatment environments. Stainless steel components resist corrosion while ensuring hygienic water contact surfaces that meet food-grade and potable water standards. The system design emphasizes ease of maintenance through accessible component placement and standardized connections that facilitate routine service activities without specialized tools or extensive downtime.
Features & Benefits
Advanced Membrane Technology
The heart of this desalination equipment lies in its state-of-the-art membrane technology that delivers exceptional contaminant removal across a broad spectrum of impurities. High-performance membranes provide consistent rejection rates for dissolved salts, organic compounds, and microbiological contaminants while maintaining optimal water recovery ratios. The membrane configuration optimizes flow dynamics to minimize fouling potential and extend service intervals, reducing operational costs and maintenance requirements.
Intelligent Control Systems
Sophisticated automation technology monitors critical operating parameters and adjusts system performance in real-time to maintain optimal treatment efficiency. The control system tracks membrane performance, pressure differentials, flow rates, and water quality parameters to ensure consistent output while protecting system components from damage due to operational anomalies. User-friendly interfaces provide operators with comprehensive system status information and simplified control over operational settings.
Energy-Efficient Operation
The Compact Salt Drinking Water Factory RO Plant Desalination Equipment Groundwater Well Reverse Osmosis Machinery incorporates energy recovery systems and optimized hydraulic design to minimize power consumption while maintaining treatment performance. Variable frequency drives adjust pump operations to match actual demand, reducing energy waste during periods of lower water production requirements. The efficient design translates to reduced operational costs and environmental impact throughout the system's service life.
Modular Construction
Modular design principles enable flexible system configurations that accommodate varying treatment capacities and installation constraints. Standard component interfaces facilitate easy expansion or modification as treatment requirements change over time. The modular approach also simplifies manufacturing, reduces lead times, and ensures consistent quality across different system sizes and configurations.
Applications & Use Cases
This reverse osmosis machinery serves diverse applications across multiple industries requiring reliable water purification solutions. Industrial facilities utilize these systems for process water preparation where consistent water quality directly impacts product quality and equipment performance. Manufacturing operations benefit from the equipment's ability to remove contaminants that could interfere with production processes or cause scaling and corrosion in sensitive equipment.
Commercial establishments including hotels, restaurants, and office buildings deploy compact desalination equipment to ensure safe drinking water supplies while reducing dependence on bottled water or municipal treatment reliability. The system's compact footprint makes it ideal for retrofit installations in existing facilities where space limitations preclude larger treatment systems. Healthcare facilities rely on this technology for applications requiring ultra-pure water for medical equipment, pharmaceutical preparation, and patient care activities.
Remote locations and off-grid installations particularly benefit from the self-contained nature of this desalination machinery. Mining operations, construction sites, and temporary facilities can establish reliable water treatment capabilities without extensive infrastructure development. The equipment's robust construction and automated operation reduce the need for specialized technical support in challenging deployment environments.
Agricultural applications utilize treated water for irrigation systems where salt content could damage crops or reduce soil productivity over time. Greenhouse operations and hydroponic systems depend on consistent water quality to maintain optimal growing conditions and maximize crop yields. The ability to treat groundwater and well water sources makes this equipment particularly valuable in agricultural regions where surface water availability is limited.
Quality Control & Compliance
Manufacturing processes for this Compact Salt Drinking Water Factory RO Plant Desalination Equipment Groundwater Well Reverse Osmosis Machinery adhere to stringent quality management systems ensuring consistent performance and reliability. Comprehensive testing protocols validate component performance, system integration, and overall treatment effectiveness before equipment shipment. Each system undergoes rigorous quality assurance procedures including pressure testing, membrane integrity verification, and control system validation to ensure optimal performance upon installation.
The equipment design incorporates international water treatment standards and regulations to ensure compliance with local and regional requirements across diverse global markets. Material selection emphasizes food-grade and NSF-approved components for applications involving potable water production. Documentation packages include comprehensive technical specifications, operating manuals, and maintenance guidelines to support proper installation and ongoing operations.
Continuous improvement processes incorporate customer feedback and field performance data to refine design elements and enhance system reliability. Quality control extends beyond manufacturing to include comprehensive technical support and guidance for optimal system installation and commissioning. This commitment to quality ensures that each reverse osmosis machinery unit delivers consistent performance throughout its operational life while meeting or exceeding customer expectations.
Customization & Branding Options
Understanding that different applications require specific performance characteristics, this desalination equipment offers extensive customization capabilities to match unique treatment requirements. Pre-treatment configurations can be tailored to address specific source water characteristics, while membrane selections optimize performance for particular contaminant profiles or water quality objectives. Control system programming adapts to customer operational preferences and integration requirements with existing facility management systems.
Custom packaging manufacturer capabilities extend to specialized enclosure designs that protect equipment in harsh environments or integrate seamlessly with architectural requirements. Weather-resistant housings, noise reduction enclosures, and aesthetic panels ensure that the equipment functions effectively while maintaining visual compatibility with surrounding structures. These customization options make the system suitable for both industrial and commercial installations where appearance considerations matter.
Branding flexibility allows distributors and system integrators to incorporate their corporate identity through custom labeling, color schemes, and documentation packages. OEM tin packaging solutions principles apply to equipment presentation, ensuring professional appearance that reinforces brand positioning in competitive markets. Private labeling options support channel partners in building their own water treatment product lines while leveraging proven technology platforms.
Technical customization extends to specialized monitoring and reporting capabilities that integrate with customer quality management systems or regulatory reporting requirements. Custom instrumentation packages provide enhanced monitoring of specific parameters relevant to particular applications or industries. These modifications ensure that the equipment not only treats water effectively but also provides the documentation and verification required for compliance with industry-specific standards.
Packaging & Logistics Support
Comprehensive packaging solutions protect this sophisticated water treatment equipment during international shipping and storage. Protective packaging utilizes robust materials designed to withstand the rigors of multi-modal transportation while ensuring that sensitive components arrive in perfect condition. Modular packaging approaches reduce shipping volumes and facilitate installation in locations with access restrictions or crane limitations.
Documentation packages include detailed unpacking instructions, component identification guides, and installation preparation checklists to streamline the commissioning process. Standardized packaging dimensions optimize container utilization for international shipments while maintaining adequate protection for all system components. Special attention to membrane packaging ensures that these critical components remain properly sealed and protected from contamination during storage and transportation.
Global logistics support includes coordination with freight forwarders, customs documentation preparation, and technical support for installation planning. The compact nature of this desalination machinery reduces shipping costs while simplifying site preparation requirements compared to larger treatment systems. Packaging design considers regional handling equipment standards and unloading capabilities to ensure smooth delivery regardless of destination location.
Metal packaging supplier expertise influences the design of protective shipping containers that provide maximum protection while minimizing environmental impact through reusable or recyclable materials. Sustainable packaging solutions align with corporate environmental responsibility goals while maintaining cost-effectiveness for international distribution. These considerations ensure that the equipment reaches customers in optimal condition while supporting sustainable business practices throughout the supply chain.
Why Choose Us
Our company brings extensive experience in water treatment technology development and international market deployment to every Compact Salt Drinking Water Factory RO Plant Desalination Equipment Groundwater Well Reverse Osmosis Machinery project. Long-standing relationships with component suppliers ensure access to the latest technological innovations while maintaining consistent quality standards across all system configurations. This experience translates to reliable equipment performance and comprehensive technical support throughout the equipment lifecycle.
Global collaboration with distributors, system integrators, and end-users provides deep insight into diverse application requirements and regional preferences. This market knowledge influences design decisions and customization capabilities to ensure that our reverse osmosis machinery meets specific customer needs while maintaining manufacturing efficiency. Multi-industry expertise enables us to provide informed guidance on system selection and configuration for optimal performance in various applications.
Our commitment to innovation drives continuous improvement in system design, component selection, and manufacturing processes. Investment in research and development ensures that our desalination equipment incorporates the latest advances in membrane technology, automation systems, and energy efficiency. This forward-thinking approach positions customers to benefit from cutting-edge water treatment capabilities while maintaining long-term system viability.
Comprehensive technical support extends beyond equipment delivery to include installation guidance, operator training, and ongoing maintenance support. Custom tin box supplier principles of attention to detail and customer service excellence apply to every aspect of our customer relationships. This commitment ensures that customers receive not just high-quality equipment but also the support necessary to maximize their investment in water treatment technology.
Conclusion
The Compact Salt Drinking Water Factory RO Plant Desalination Equipment Groundwater Well Reverse Osmosis Machinery represents a comprehensive solution for modern water treatment challenges across diverse applications and industries. Its combination of advanced membrane technology, intelligent automation, and compact design delivers reliable performance while minimizing installation complexity and operational costs. The equipment's versatility makes it suitable for everything from industrial process water preparation to remote location potable water production, while customization capabilities ensure optimal performance for specific applications. Through rigorous quality control, comprehensive technical support, and commitment to customer success, this reverse osmosis machinery provides a foundation for long-term water treatment reliability that meets both current needs and future growth requirements.








Net Water Flow |
15 T/H |
Pretreatment Tank Material |
FRP/stainless steel |
Applicable Voltage |
220V/380V(Customized) |
Rated Power |
2100W |
Filtration Process |
Reverse osmosis filtration, 0.0001 micron |
Inlet Water Pressure |
0.1-0.4MPa |