Introduction
In today's demanding industrial landscape, achieving consistent ultrapure water quality is essential for maintaining operational excellence across pharmaceutical, semiconductor, power generation, and chemical processing facilities. The EDI Ultrapure Water Treatment System Automatic Industrial Electrodeionization Purification represents a breakthrough in water purification technology, combining advanced electrodeionization processes with intelligent automation to deliver unparalleled water purity standards. This sophisticated system addresses the critical need for continuous, reliable ultrapure water production while minimizing operational complexity and maintenance requirements.
Modern industrial operations demand water treatment solutions that not only meet stringent purity specifications but also operate efficiently with minimal human intervention. Our comprehensive approach to electrodeionization technology ensures that facilities can maintain consistent water quality while optimizing resource utilization and reducing operational costs. The integration of automated control systems with proven purification methodologies creates a robust platform for sustainable ultrapure water production.
Product Overview
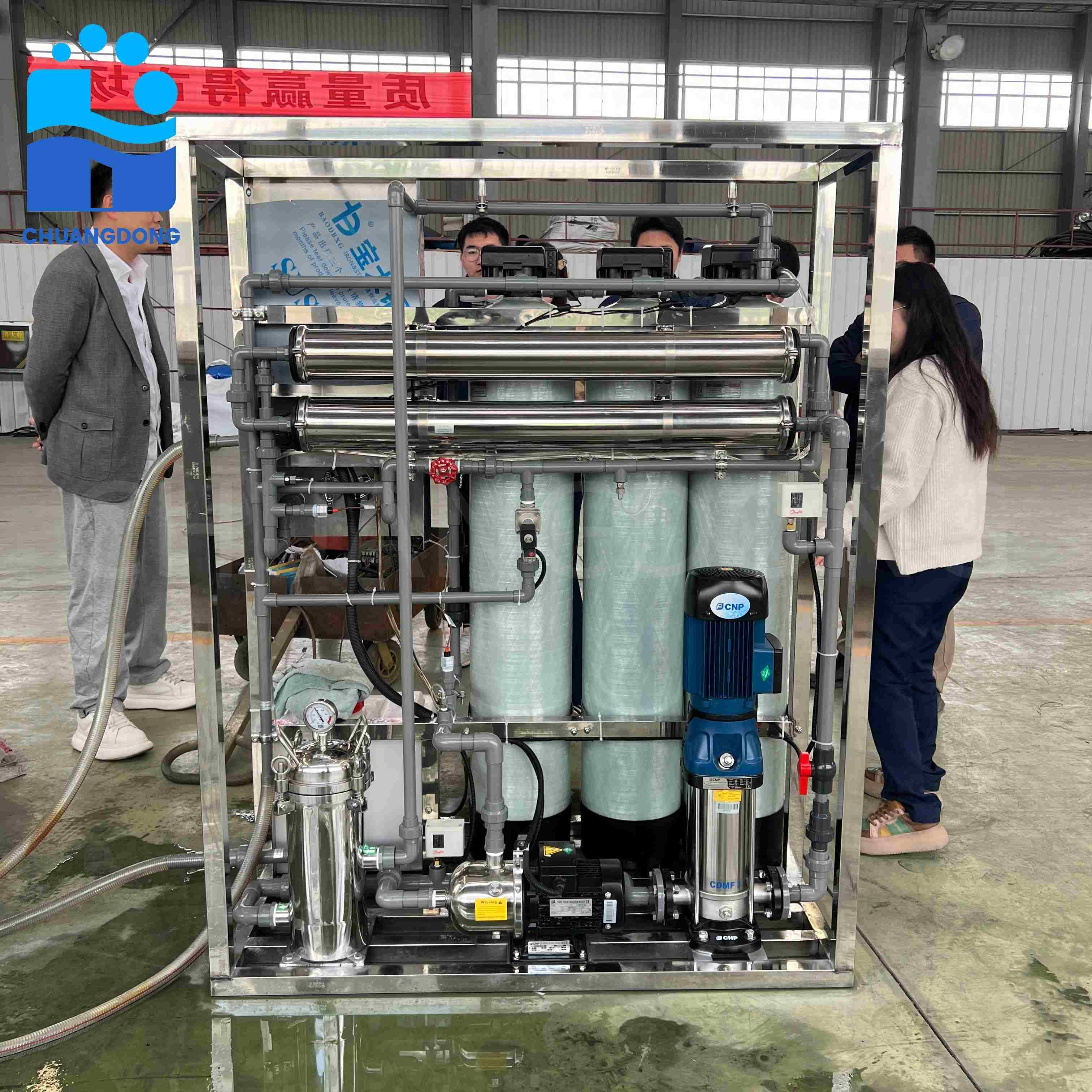
The EDI Ultrapure Water Treatment System Automatic Industrial Electrodeionization Purification incorporates cutting-edge membrane technology and ion-exchange resins within a fully automated framework designed for industrial-scale operations. This advanced system utilizes electrodeionization principles to remove ionic contaminants continuously, eliminating the need for chemical regeneration cycles typical of conventional ion-exchange systems. The result is a sustainable, efficient solution that produces consistently high-quality ultrapure water for critical industrial applications.
At the core of this system lies sophisticated electrodeionization technology that combines the benefits of ion-exchange resins with selective ion-permeable membranes and direct current electrical fields. This unique combination enables continuous regeneration of the ion-exchange media, ensuring stable performance and eliminating downtime associated with chemical regeneration processes. The automated control system monitors key parameters in real-time, adjusting operational variables to maintain optimal performance while providing comprehensive data logging and alarm management capabilities.
The modular design philosophy ensures scalability and flexibility, allowing facilities to adapt the system configuration to meet specific capacity requirements and space constraints. Each component is engineered for long-term reliability and ease of maintenance, with standardized interfaces that facilitate system integration and future expansion. The intelligent control architecture provides seamless integration with existing facility management systems, enabling centralized monitoring and control of the entire water treatment process.
Features & Benefits
Advanced Electrodeionization Technology
The electrodeionization process at the heart of this system delivers superior performance through continuous ion removal without chemical regeneration. The technology combines selective ion-exchange membranes with mixed-bed resins, creating an environment where ionic contaminants are continuously removed and transported away from the treatment zone. This process ensures consistent water quality output while eliminating the waste streams and operational complexity associated with traditional regeneration cycles.
The integration of direct current electrical fields enhances the ion removal efficiency, enabling the system to achieve ultrapure water specifications that exceed industry standards. The continuous regeneration capability means that the system maintains stable performance characteristics over extended operational periods, reducing variability in output quality and minimizing the need for system adjustments or maintenance interventions.
Intelligent Automation and Control
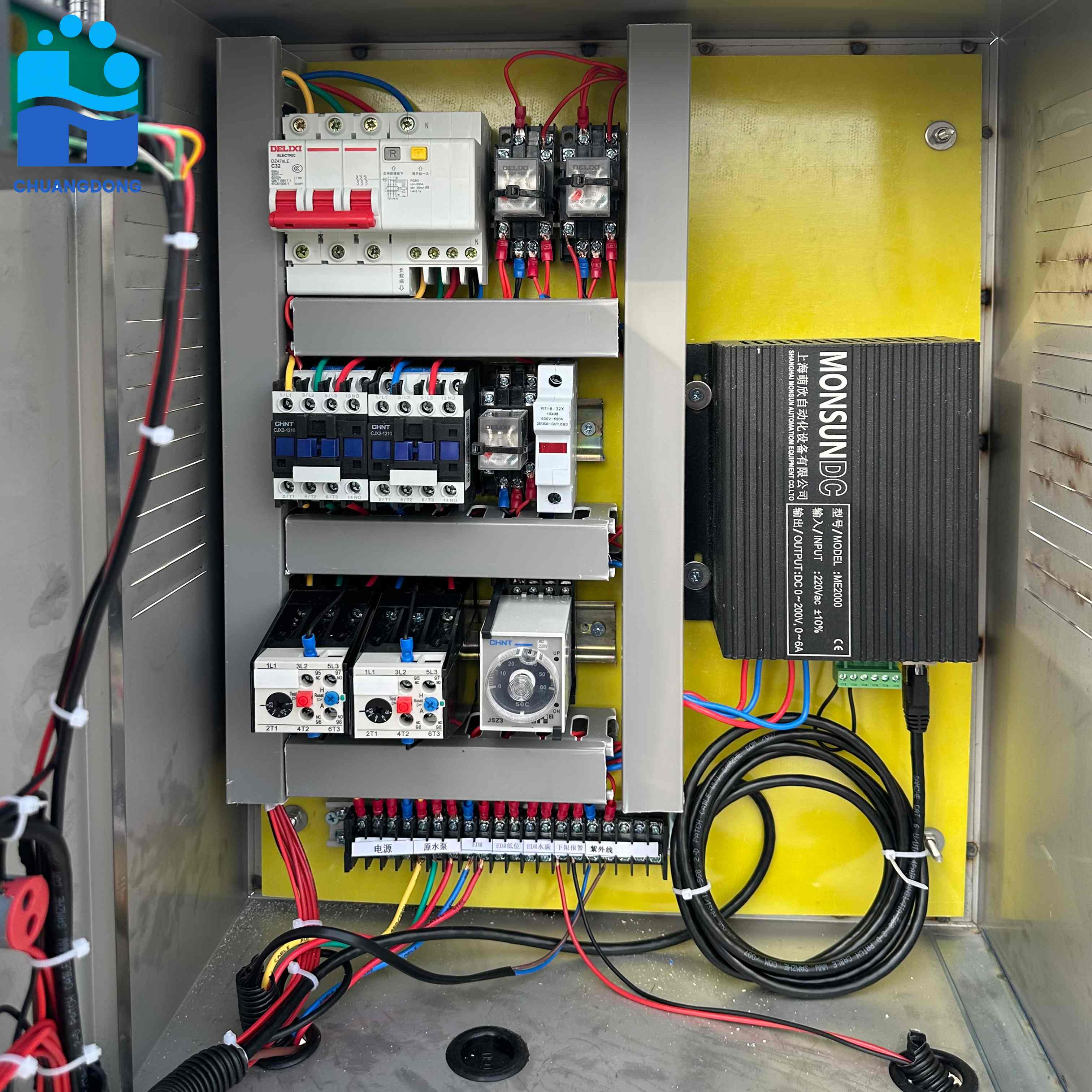
The comprehensive automation system incorporates advanced process control algorithms that optimize system performance while minimizing operational complexity. Real-time monitoring of critical parameters such as conductivity, flow rates, and pressure differentials enables predictive maintenance strategies and ensures early detection of potential issues. The user-friendly interface provides operators with intuitive access to system status information, historical data, and diagnostic tools.
Automated alarm management and data logging capabilities ensure compliance with regulatory requirements while providing valuable insights into system performance trends. The control system's flexibility allows for customization of operational parameters to match specific application requirements, while built-in safety interlocks protect equipment and ensure safe operation under all conditions.
Energy Efficiency and Sustainability
The EDI Ultrapure Water Treatment System Automatic Industrial Electrodeionization Purification delivers exceptional energy efficiency through optimized electrical current distribution and intelligent power management. The elimination of chemical regeneration processes not only reduces operational costs but also minimizes environmental impact by eliminating chemical waste streams. The system's design incorporates energy recovery mechanisms that further enhance overall efficiency while reducing the carbon footprint of ultrapure water production.
Water recovery optimization ensures maximum utilization of feed water, reducing waste and minimizing the burden on upstream treatment systems. The modular architecture allows for capacity optimization, ensuring that energy consumption scales appropriately with actual demand rather than maintaining excess capacity during low-demand periods.
Applications & Use Cases
Pharmaceutical and biotechnology facilities represent primary applications for this advanced electrodeionization system, where ultrapure water serves as a critical component in drug manufacturing, injectable preparations, and biotechnology processes. The system's ability to maintain consistent water quality standards makes it ideally suited for applications requiring validated water systems that comply with pharmacopoeial standards. The continuous operation capability ensures reliable supply for processes that cannot tolerate interruptions or quality variations.
Semiconductor manufacturing operations benefit significantly from the system's ability to produce water with extremely low ionic content, essential for wafer processing, cleaning operations, and chemical dilution applications. The stability of water quality output ensures consistent manufacturing results while the automated operation reduces the risk of human error in critical production environments. Power generation facilities utilize the system for boiler feed water preparation and cooling system makeup, where the elimination of ionic contaminants prevents scale formation and corrosion issues that can compromise equipment reliability and efficiency.
Chemical processing industries employ these systems for process water preparation, where ultrapure water serves as a reaction medium or dilution water for specialty chemicals. The system's ability to operate continuously without chemical addition makes it particularly suitable for applications where chemical contamination must be avoided. Research and analytical laboratories rely on the consistent quality output for critical analytical procedures, calibration standards, and equipment cleaning applications where water purity directly impacts measurement accuracy and reliability.
Quality Control & Compliance
Rigorous quality control measures are integrated throughout the manufacturing process to ensure that each EDI Ultrapure Water Treatment System Automatic Industrial Electrodeionization Purification meets the highest standards for performance and reliability. Comprehensive testing protocols validate system performance under various operating conditions, ensuring consistent operation across the full range of anticipated applications. Component-level testing verifies the integrity and performance of critical elements including membranes, resins, and electronic components before system assembly.
The manufacturing process incorporates international quality management standards, with documented procedures covering all aspects of production, testing, and quality assurance. Traceability systems ensure that all components and materials can be tracked throughout the manufacturing process, providing comprehensive documentation for regulatory compliance and quality investigations. Pre-delivery testing protocols verify system performance against specified criteria, ensuring that each unit meets or exceeds performance expectations before shipment.
Regulatory compliance considerations are addressed through design features that support validation requirements for regulated industries. The system documentation package includes comprehensive technical specifications, operating procedures, and maintenance guidelines necessary for regulatory submissions and facility validation processes. Material certifications and component specifications support compliance with industry-specific requirements including pharmaceutical, food and beverage, and semiconductor industry standards.
Customization & Branding Options
The modular design philosophy of the system enables extensive customization to meet specific facility requirements and operational preferences. Capacity scaling options allow for optimization of system size and configuration to match actual demand profiles while providing flexibility for future expansion. Custom control interfaces can be developed to integrate seamlessly with existing facility management systems, providing centralized monitoring and control capabilities that align with operational workflows.
Engineering customization services extend beyond basic configuration options to include specialized features for unique applications or operating environments. Custom monitoring and alarm configurations can be implemented to match specific regulatory requirements or operational protocols. The flexibility of the control system architecture supports custom programming for specialized operational sequences or integration with proprietary facility systems.
Branding and identification customization options allow facilities to maintain consistency with internal standards and requirements. Custom documentation packages can be developed to support specific validation requirements or operational procedures. Training and support services can be tailored to match facility-specific needs, ensuring optimal system utilization and maintenance practices that align with organizational capabilities and preferences.
Packaging & Logistics Support
Professional packaging solutions ensure safe transportation and delivery of the EDI Ultrapure Water Treatment System Automatic Industrial Electrodeionization Purification regardless of destination or shipping method. Protective packaging materials and methods are selected based on system configuration and shipping requirements, with special attention to sensitive electronic components and precision-manufactured elements. Documentation packages include comprehensive installation guides, operational manuals, and maintenance procedures to support efficient system commissioning and startup.
Logistics coordination services facilitate smooth delivery and installation processes, with flexible scheduling options to accommodate facility requirements and construction timelines. Pre-delivery coordination ensures that site preparation requirements are clearly communicated and verified, minimizing delays and complications during installation. Component identification and organization systems simplify the installation process while ensuring that all necessary elements are readily available when needed.
International shipping expertise ensures compliance with applicable regulations and standards for cross-border transportation of industrial equipment. Proper documentation and certification support customs clearance processes while specialized packaging protects equipment during extended transit periods. Regional support networks provide local assistance for installation, commissioning, and ongoing maintenance services, ensuring that comprehensive support is available regardless of installation location.
Why Choose Us
Our organization brings extensive experience in water treatment technology and industrial automation to every project, with a proven track record of successful installations across diverse industries and applications. The depth of technical expertise encompasses both electrodeionization technology and industrial control systems, ensuring comprehensive understanding of system integration requirements and operational considerations. Long-standing relationships with component suppliers and technology partners enable access to the latest innovations and highest quality materials.
International market presence provides local support capabilities while maintaining consistent quality and service standards across all regions. The global network of technical specialists and service professionals ensures that expert assistance is readily available for installation, commissioning, training, and ongoing maintenance requirements. Collaborative relationships with engineering firms and system integrators facilitate seamless project execution and system integration with existing facility infrastructure.
Multi-industry expertise enables understanding of specific application requirements and regulatory considerations across pharmaceutical, semiconductor, power generation, and chemical processing sectors. This breadth of experience translates into practical solutions that address real-world operational challenges while meeting stringent performance and compliance requirements. Continuous investment in research and development ensures that products incorporate the latest technological advances and industry best practices.
The commitment to customer success extends beyond equipment supply to include comprehensive support services that maximize system performance and operational efficiency. Training programs ensure that operators and maintenance personnel have the knowledge and skills necessary to optimize system performance while minimizing operational costs. Technical support services provide ongoing assistance for troubleshooting, optimization, and system upgrades throughout the equipment lifecycle.
Conclusion
The EDI Ultrapure Water Treatment System Automatic Industrial Electrodeionization Purification represents a comprehensive solution for facilities requiring reliable, high-quality ultrapure water production with minimal operational complexity. The combination of advanced electrodeionization technology with intelligent automation creates a robust platform that delivers consistent performance while optimizing resource utilization and minimizing environmental impact. The system's modular design and customization capabilities ensure that it can be adapted to meet specific facility requirements while providing flexibility for future expansion and modification. Through rigorous quality control measures, comprehensive support services, and extensive industry expertise, this system provides the foundation for successful ultrapure water production operations across diverse industrial applications.