industrial water purification
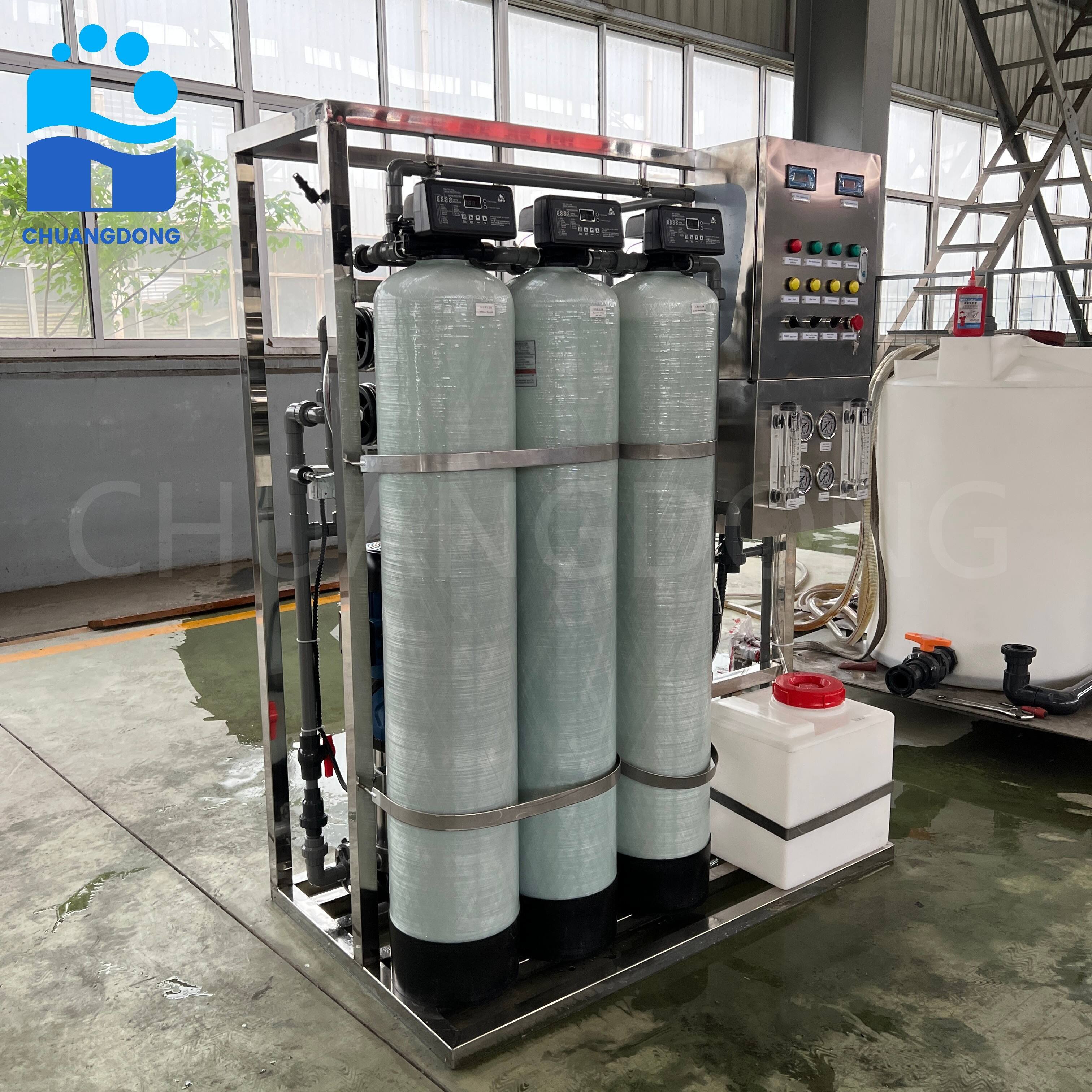
Industrial water purification is a critical process that removes contaminants, impurities, and unwanted substances from water to make it suitable for various manufacturing and production applications. This advanced treatment system encompasses multiple technologies including filtration, reverse osmosis, ion exchange, chemical treatment, and ultraviolet disinfection to meet stringent quality standards. The main functions of industrial water purification include eliminating dissolved solids, organic compounds, bacteria, viruses, heavy metals, and other pollutants that could compromise product quality or damage equipment. Technological features of modern systems incorporate automated monitoring, real-time quality control, energy-efficient operations, and modular designs that allow customization based on specific industry requirements. These purification systems serve diverse applications across pharmaceutical manufacturing, food and beverage production, power generation, electronics fabrication, chemical processing, and textile industries. Each sector demands different purity levels, and industrial water purification systems can be configured to deliver water quality ranging from general process water to ultrapure water with conductivity below one microsiemens per centimeter. The scalability of these systems allows facilities to process anywhere from hundreds to millions of gallons daily, ensuring consistent water quality regardless of source water conditions or seasonal variations in feed water characteristics.