









Introduction
Water scarcity and environmental regulations drive the urgent need for advanced water treatment solutions across industrial and agricultural sectors worldwide. The Reverse Osmosis System UF RO for Industrial Water Reuse Farming Wastewater Recycling represents a cutting-edge approach to sustainable water management, combining ultrafiltration and reverse osmosis technologies to deliver exceptional purification performance. This sophisticated water treatment system transforms contaminated wastewater into high-quality reusable water, supporting circular economy principles while reducing operational costs and environmental impact. Industrial facilities and agricultural operations worldwide recognize this technology as an essential investment for long-term sustainability and regulatory compliance.
Product Overview
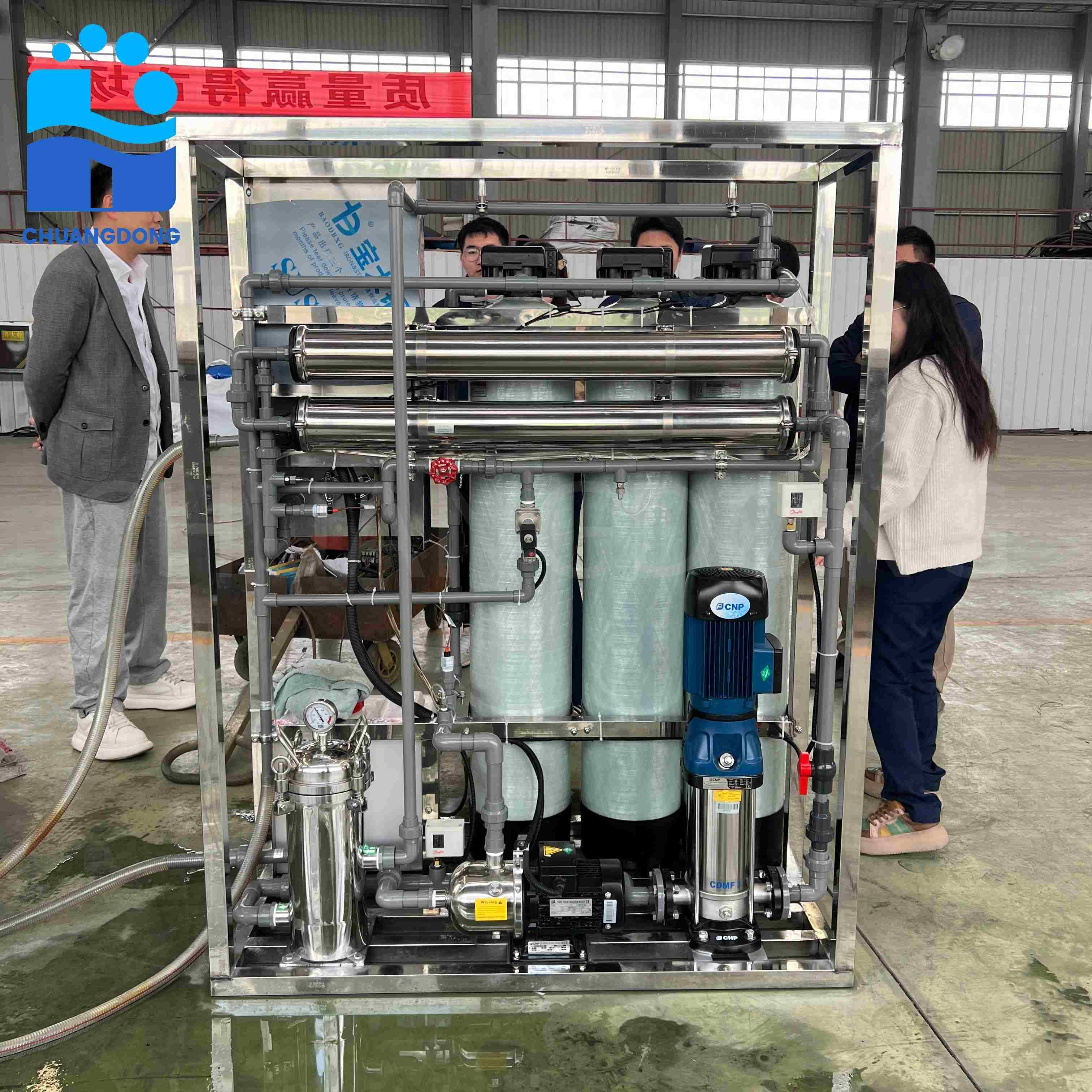
Our comprehensive water treatment solution integrates advanced membrane filtration technologies to address complex wastewater challenges across diverse industrial applications. The system employs a multi-stage purification process that begins with ultrafiltration membranes to remove suspended solids, bacteria, and larger contaminants, followed by reverse osmosis membranes that eliminate dissolved salts, heavy metals, and microscopic pollutants. This dual-membrane approach ensures maximum contaminant removal while maintaining optimal water recovery rates and system efficiency.
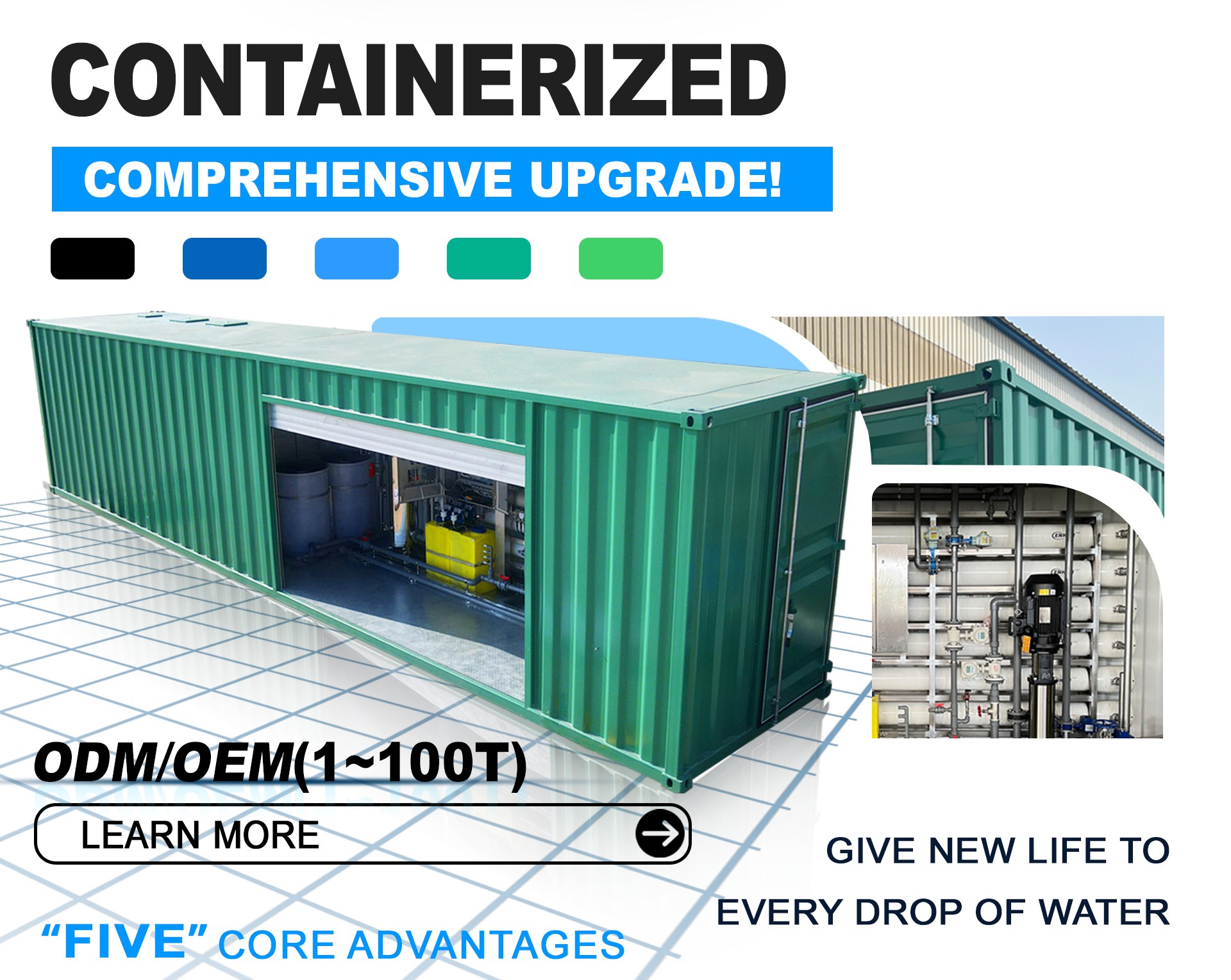
The modular design accommodates various flow rates and contamination levels, making it suitable for small-scale agricultural operations to large industrial complexes. Each system incorporates intelligent monitoring and control mechanisms that automatically adjust operating parameters based on incoming water quality and desired output specifications. The robust construction utilizes corrosion-resistant materials and high-performance components designed to withstand harsh industrial environments while delivering consistent treatment results.
Features & Benefits
Advanced Membrane Technology
The heart of this Reverse Osmosis System UF RO for Industrial Water Reuse Farming Wastewater Recycling lies in its state-of-the-art membrane configuration that maximizes separation efficiency while minimizing energy consumption. The ultrafiltration stage employs hollow fiber membranes with precise pore structures that effectively retain particles, microorganisms, and suspended matter without requiring chemical additives. These membranes demonstrate exceptional fouling resistance and mechanical strength, ensuring extended operational life and reduced maintenance requirements.
The reverse osmosis stage utilizes high-rejection composite membranes capable of removing dissolved contaminants to extremely low levels, producing water quality that often exceeds regulatory standards for industrial reuse. The membrane elements feature enhanced flux rates and superior salt rejection properties, enabling high recovery ratios while maintaining consistent permeate quality throughout extended operating cycles.
Energy Efficiency and Cost Optimization
Energy efficiency remains a primary consideration in the design of this advanced water treatment system. The configuration incorporates energy recovery devices that capture and reuse hydraulic energy from the high-pressure concentrate stream, significantly reducing overall power consumption. Variable frequency drives automatically adjust pump speeds based on system demand, further optimizing energy usage and extending equipment life.
The intelligent process control system continuously monitors key performance indicators and adjusts operating parameters to maintain optimal efficiency while preventing membrane damage from sudden pressure fluctuations or contamination spikes. This proactive approach minimizes unscheduled maintenance, reduces chemical cleaning frequency, and extends membrane service life, resulting in substantial operational cost savings.
Applications & Use Cases
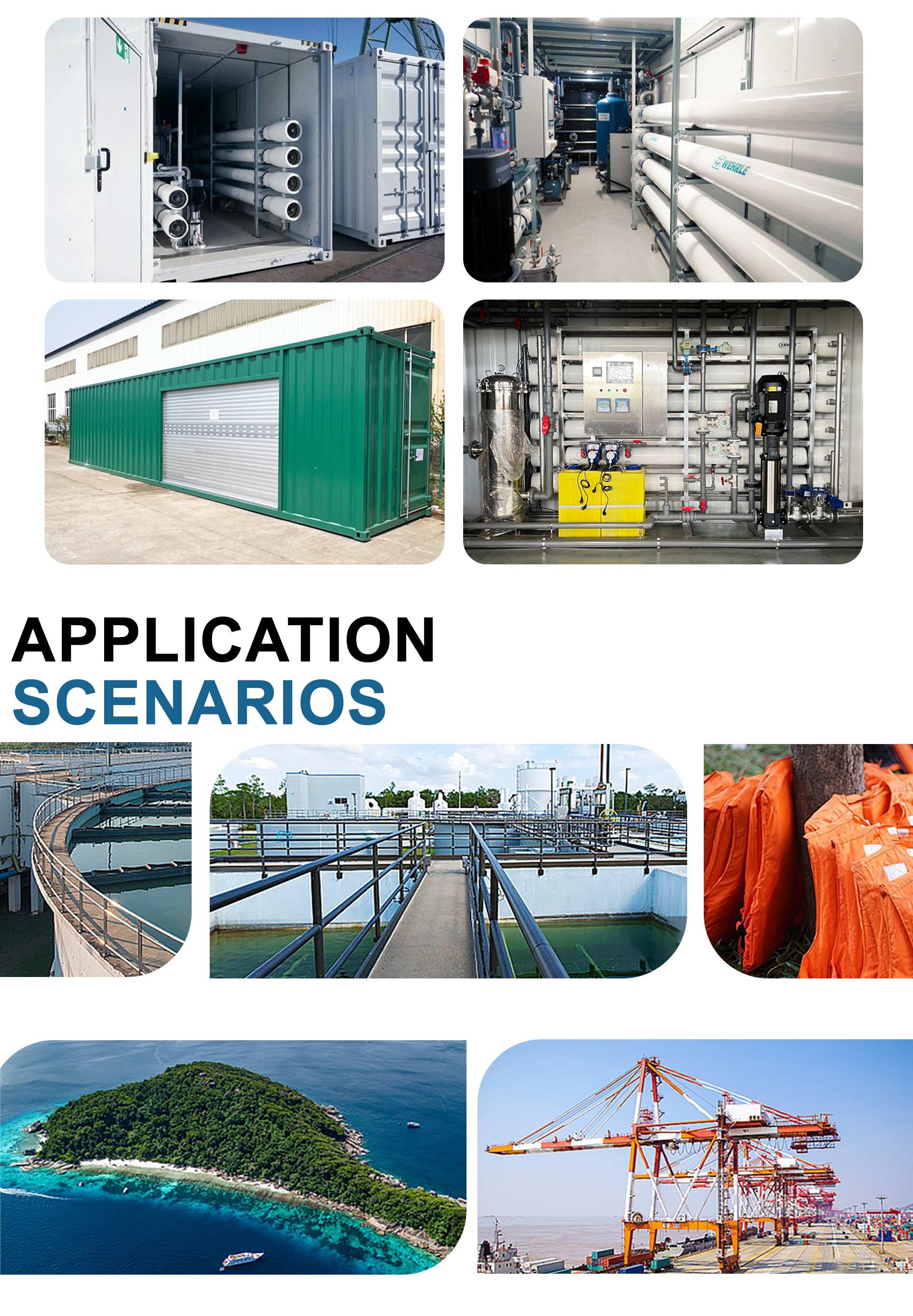
Industrial water reuse applications span numerous sectors where this Reverse Osmosis System UF RO for Industrial Water Reuse Farming Wastewater Recycling delivers exceptional performance. Manufacturing facilities utilize the system to treat process wastewater for boiler feed water, cooling tower makeup, and general industrial processes, reducing freshwater consumption and wastewater discharge volumes. Textile operations benefit from the system's ability to remove dyes, chemicals, and suspended fibers, enabling water recycling within dyeing and finishing processes.
Agricultural applications demonstrate particular value in regions facing water stress or strict irrigation water quality requirements. The system transforms drainage water, livestock wastewater, and agricultural runoff into irrigation-quality water suitable for crop cultivation. Greenhouse operations achieve significant water conservation by recycling nutrient solutions and drainage water, while maintaining precise control over dissolved nutrient levels and eliminating pathogens that could harm crop health.
Food and beverage processing facilities rely on this technology to meet stringent water quality standards for product contact applications while recycling cleaning and process waters. The system effectively removes organic compounds, cleaning chemicals, and microbiological contaminants, producing water that meets or exceeds potable water standards. Pharmaceutical and biotechnology facilities utilize the system for process water recycling and waste stream treatment, ensuring compliance with strict regulatory requirements while minimizing environmental discharge.
Quality Control & Compliance
Rigorous quality assurance protocols govern every aspect of system design, manufacturing, and testing to ensure reliable performance in demanding industrial environments. Each membrane module undergoes comprehensive integrity testing before installation, verifying proper sealing and rejecting performance under actual operating conditions. The system incorporates multiple monitoring points that continuously track key water quality parameters, providing real-time feedback on treatment effectiveness and early warning of potential issues.
Compliance with international water quality standards remains paramount in system design and operation. The treatment process consistently achieves removal efficiencies that exceed regulatory requirements for industrial water reuse and agricultural irrigation applications. Comprehensive documentation packages include performance validation data, material certifications, and compliance statements that facilitate regulatory approval processes across different jurisdictions.
The automated monitoring and data logging capabilities provide detailed records of system performance, water quality trends, and maintenance activities. This documentation supports regulatory reporting requirements while enabling optimization of operating procedures and preventive maintenance schedules. Remote monitoring capabilities allow real-time system supervision and technical support, ensuring optimal performance and rapid response to any operational concerns.
Customization & Branding Options
Understanding that each industrial application presents unique challenges and requirements, our engineering team provides comprehensive customization services to optimize system performance for specific operating conditions. The modular design philosophy enables flexible configuration of membrane stages, flow rates, and auxiliary equipment to match exact treatment objectives and site constraints. Custom control algorithms can be developed to integrate with existing facility automation systems, providing seamless operation and centralized monitoring capabilities.
Specialized pretreatment configurations address specific contamination challenges such as high suspended solids, oil and grease, or chemical contaminants that might affect standard membrane performance. Post-treatment options include disinfection systems, remineralization units, and polishing filters that ensure final water quality meets precise application requirements. The system enclosures and component layouts can be customized to accommodate space limitations, environmental conditions, and maintenance accessibility requirements.
Private labeling and branding options enable distributors and system integrators to market the technology under their own brand identity. Custom control panel graphics, equipment nameplates, and documentation packages can incorporate customer branding elements while maintaining technical integrity and performance specifications. This flexibility supports diverse market strategies while ensuring consistent quality and performance standards across all applications.
Packaging & Logistics Support
Professional packaging and logistics coordination ensure safe delivery and installation readiness for this sophisticated water treatment equipment. Each system component receives appropriate protection using industry-standard packaging materials and methods designed to prevent damage during international shipping and handling. Membrane modules receive special attention with moisture-resistant packaging and temperature-controlled storage recommendations to maintain performance integrity.
Comprehensive documentation accompanies each shipment, including detailed installation manuals, commissioning procedures, and maintenance guidelines translated into multiple languages to support international markets. Technical drawings and spare parts lists facilitate local support and long-term maintenance planning. The modular design minimizes shipping dimensions and weights while enabling efficient container utilization for international freight.
Installation support services include remote technical assistance, on-site commissioning, and operator training programs that ensure proper system startup and optimal performance from initial operation. Detailed startup checklists and performance verification procedures guide local installation teams through proper commissioning sequences while providing documentation for warranty validation and performance guarantees.
Why Choose Us
Our company brings extensive experience in water treatment technology development and manufacturing, serving diverse industrial markets across multiple continents. This global perspective enables us to understand regional water quality challenges, regulatory requirements, and operational preferences that influence system design and performance optimization. Our engineering team continuously incorporates feedback from field installations to enhance product reliability and user experience.
Strategic partnerships with leading membrane manufacturers and component suppliers ensure access to cutting-edge technologies and materials that maintain our competitive advantage in system performance and reliability. These relationships enable rapid integration of technological advances and cost-effective procurement of high-quality components. Our quality management systems maintain strict standards throughout the manufacturing process, ensuring consistent performance and reliability across all production batches.
Comprehensive technical support services extend throughout the system lifecycle, from initial consultation and system sizing through installation, commissioning, and ongoing maintenance support. Our global service network provides local technical expertise and spare parts availability, minimizing downtime and ensuring optimal system performance. Continuous technology development efforts focus on improving energy efficiency, reducing maintenance requirements, and expanding application capabilities to meet evolving market demands.
Conclusion
The Reverse Osmosis System UF RO for Industrial Water Reuse Farming Wastewater Recycling represents a comprehensive solution for organizations seeking sustainable water management strategies that balance environmental responsibility with operational efficiency. This advanced treatment technology enables significant reduction in freshwater consumption while converting wastewater streams into valuable resources for continued use. The robust design, intelligent controls, and proven performance record make this system an excellent investment for facilities committed to long-term sustainability and regulatory compliance. Through careful integration of ultrafiltration and reverse osmosis technologies, this system delivers consistent water quality results that support diverse industrial and agricultural applications while contributing to broader environmental conservation objectives.