High-Efficiency RO System: Advanced RO membranes deliver 99% desalination, ensuring consistent, high-purity water output for industrial processes.
Global Standard Certification: Fully compliant with ISO, CE, and international drinking water standards, ensuring safe and reliable water output for global projects.
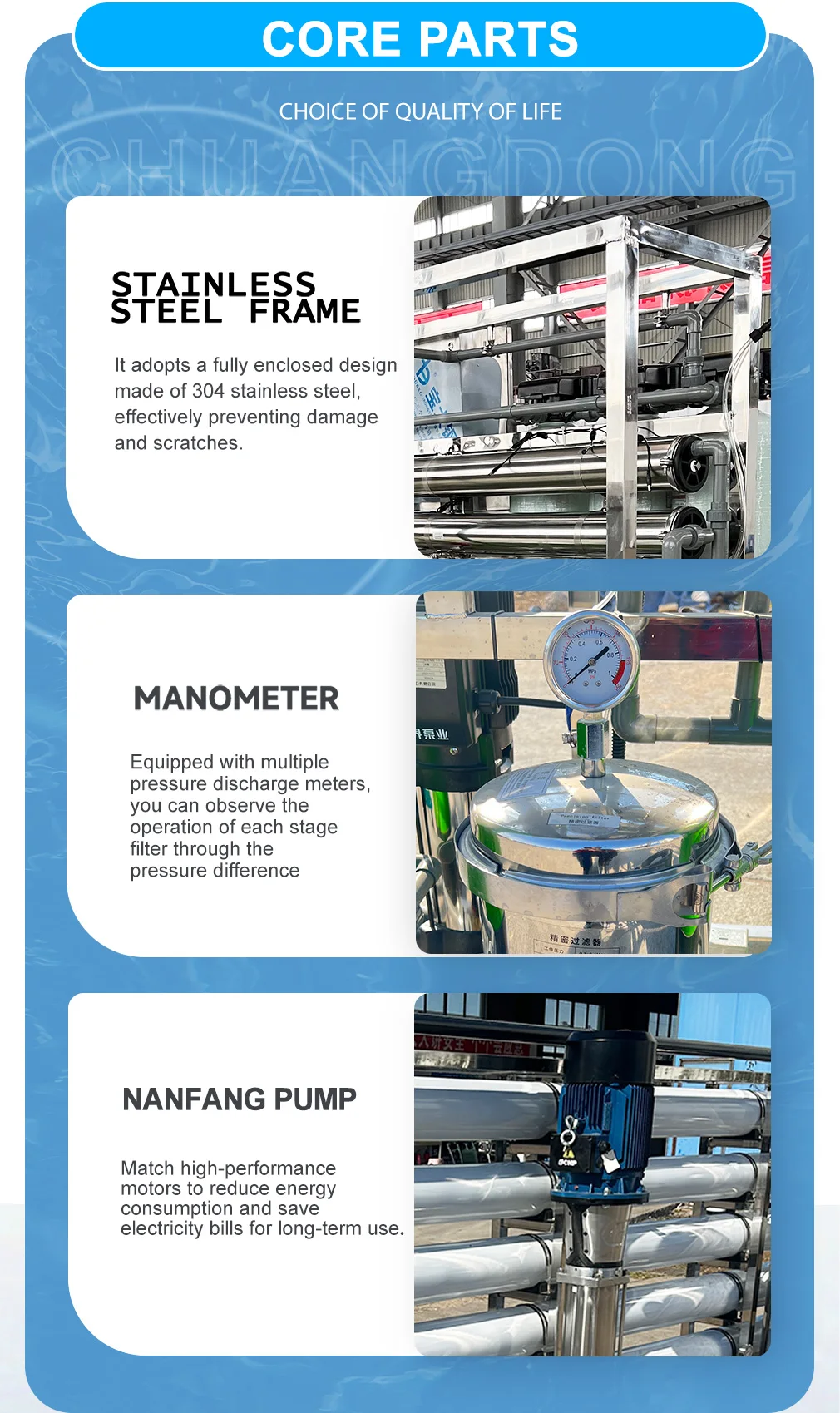
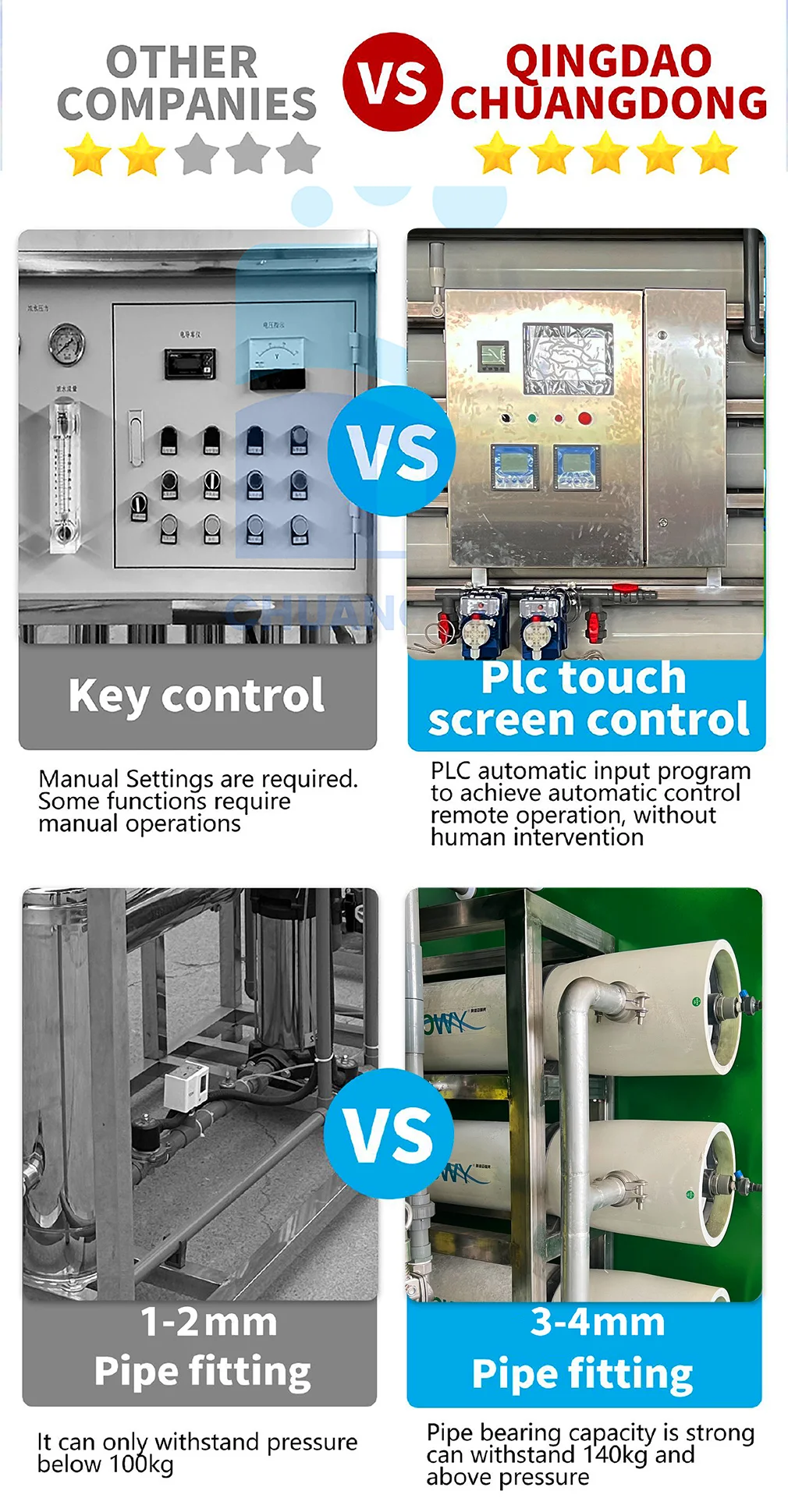
Robust & Durable Construction: Built with anti-corrosive 304 stainless steel and FRP pressure vessels, ensuring long service life and minimal maintenance in harsh environments.
Wide Application Versatility: Ideal for diverse scenarios including island water supply, coastal communities, offshore drilling, shipboard use, and emergency disaster relief.
Intelligent Control & Energy Saving: PLC touchscreen automation with low-voltage protection and high-recovery ratio design reduces operational costs and ensures stable, unattended operation.
Introduction
Modern water treatment demands have evolved significantly, requiring sophisticated filtration solutions that can adapt to diverse applications across residential, commercial, and industrial sectors. The Water Purification System Custom Capacity Reverse Osmosis System for Home Industrial Process Water with High-Purity Filtration represents a breakthrough in membrane technology, delivering exceptional water quality through advanced reverse osmosis processes. This versatile filtration system addresses the growing need for reliable, high-performance water treatment solutions that can be tailored to specific operational requirements while maintaining consistent purity standards.
Advanced reverse osmosis technology forms the cornerstone of this comprehensive water treatment solution, utilizing semi-permeable membrane systems to remove contaminants, dissolved solids, and impurities from various water sources. The system's adaptable design accommodates multiple installation environments, from residential applications to complex industrial processes, ensuring optimal performance across diverse operational conditions. Through innovative engineering and precision manufacturing, this water purification system delivers superior filtration efficiency while maintaining long-term reliability and operational sustainability.
Product Overview
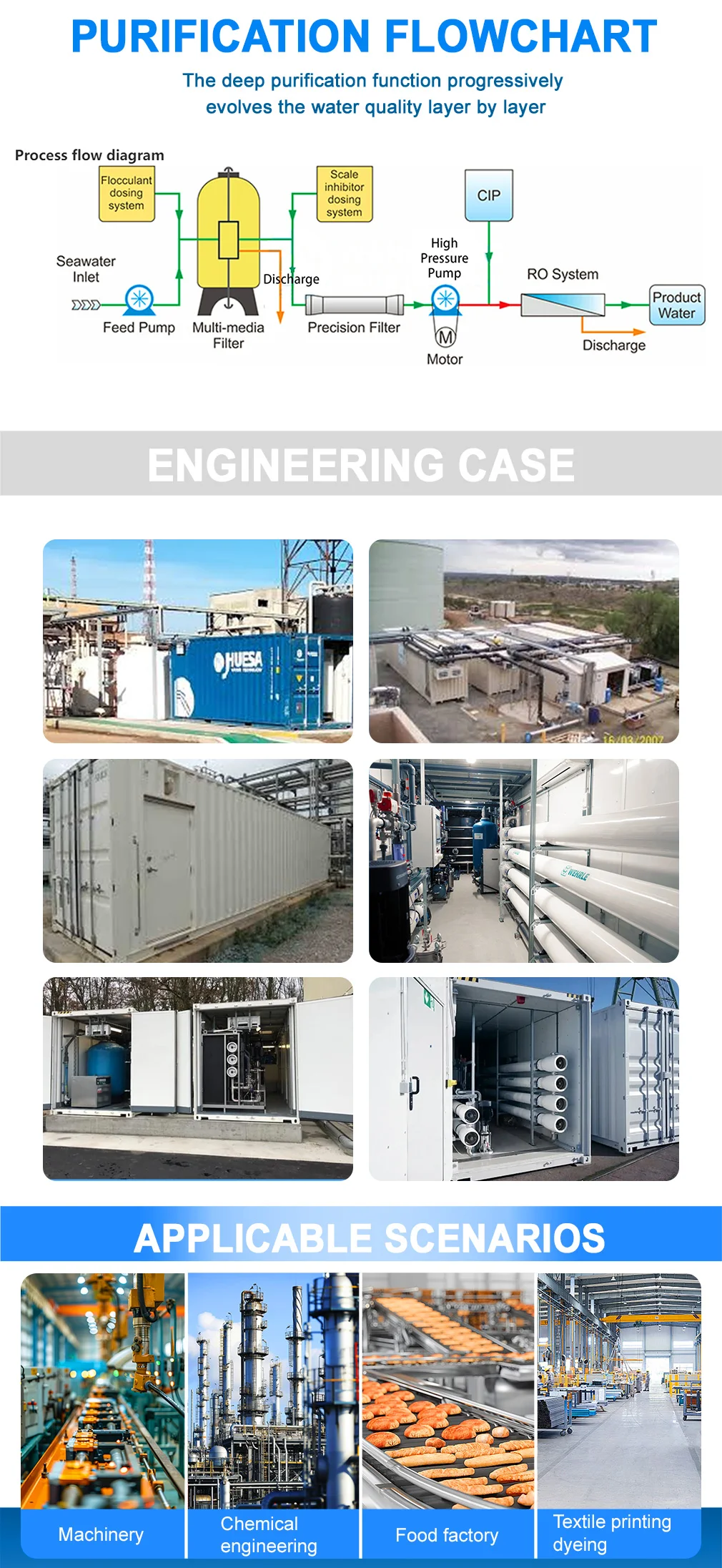
The Water Purification System Custom Capacity Reverse Osmosis System for Home Industrial Process Water with High-Purity Filtration integrates cutting-edge membrane technology with robust system components to achieve exceptional water purity levels. The system employs multiple filtration stages, beginning with pre-treatment processes that remove larger particles and sediments, followed by the primary reverse osmosis membrane assembly that eliminates dissolved contaminants and microscopic impurities. This multi-stage approach ensures comprehensive water treatment while protecting the delicate membrane components from premature degradation.
System architecture emphasizes modularity and scalability, allowing for seamless integration into existing water infrastructure while providing flexibility for future expansion or modification. The reverse osmosis membrane assembly utilizes high-rejection membranes engineered to remove a broad spectrum of contaminants, including dissolved salts, organic compounds, bacteria, and other microscopic particles. Advanced pressure regulation systems maintain optimal operating conditions throughout the filtration process, ensuring consistent performance and maximizing membrane lifespan.
Comprehensive monitoring and control systems provide real-time operational data, enabling proactive maintenance scheduling and system optimization. The integrated control panel features user-friendly interfaces that display critical system parameters, including inlet water quality, membrane performance indicators, and system pressure readings. Automated flush cycles and cleaning protocols help maintain membrane integrity while minimizing manual intervention requirements, making the system suitable for both attended and unattended operation scenarios.
Features & Benefits
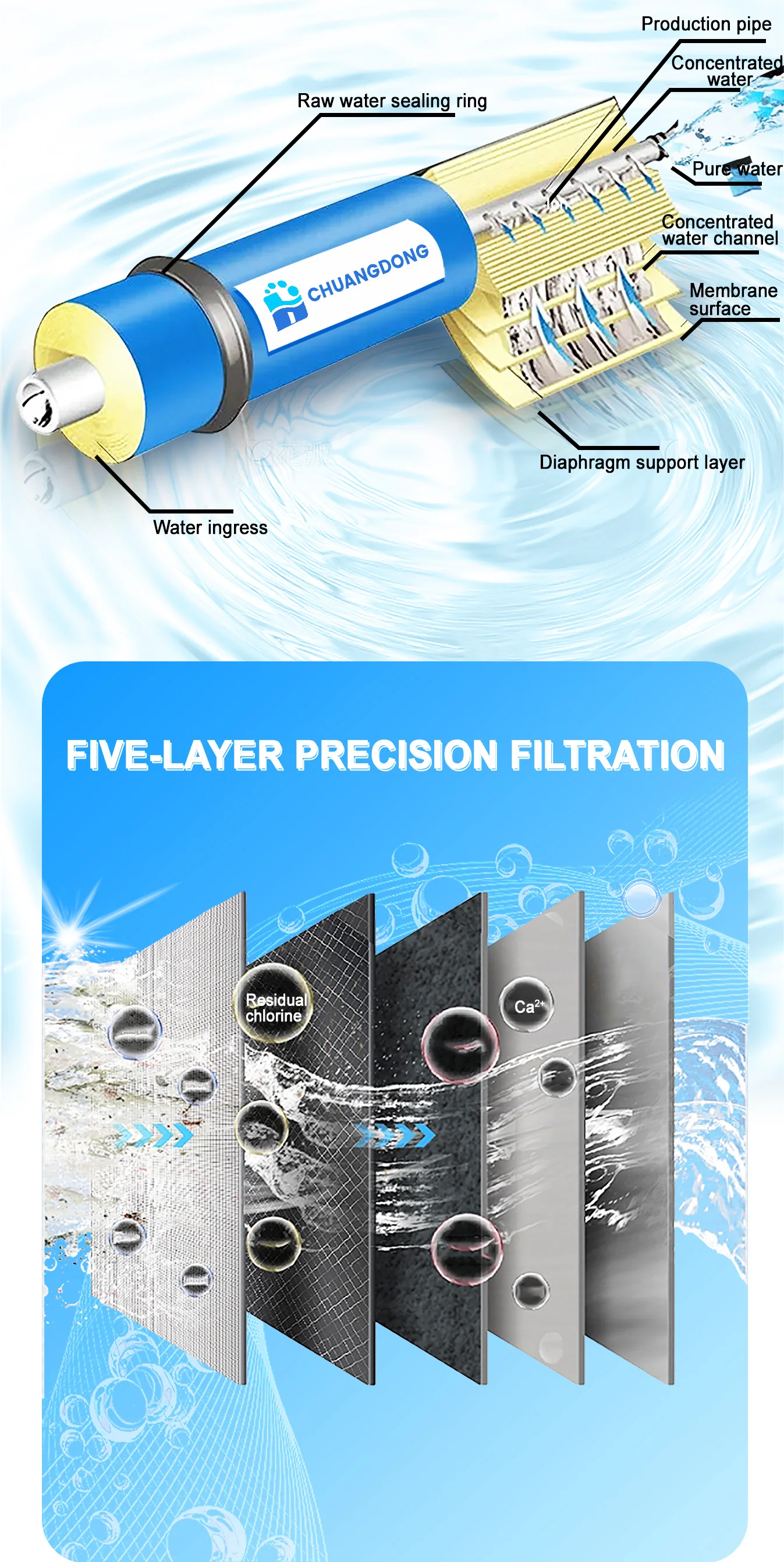
Advanced Membrane Technology
The system incorporates state-of-the-art reverse osmosis membranes engineered for maximum contaminant rejection while maintaining high water recovery rates. These specialized membranes feature enhanced chlorine resistance and improved fouling characteristics, extending operational lifespan and reducing replacement frequency. The membrane configuration optimizes water flow patterns to minimize concentration polarization and membrane scaling, ensuring consistent performance across varying feed water conditions.
Customizable System Configuration
Flexible design parameters allow for extensive customization to meet specific application requirements and site constraints. The modular architecture supports various membrane arrangements and housing configurations, enabling optimization for different water quality objectives and throughput requirements. System components can be selected and arranged to accommodate space limitations, utility connections, and operational preferences while maintaining optimal performance characteristics.
Energy Efficiency and Sustainability
Advanced pump systems and energy recovery devices minimize power consumption while maintaining required operating pressures throughout the filtration process. The system design incorporates low-energy membrane technologies and optimized hydraulic flow patterns to reduce overall energy requirements. Sustainable operation features include water recovery optimization and concentrate minimization strategies that reduce waste generation and environmental impact.
Comprehensive Quality Assurance
Integrated quality monitoring systems continuously assess water purity levels and system performance parameters to ensure consistent output quality. Real-time conductivity monitoring and membrane integrity testing provide immediate feedback on system effectiveness and early warning of potential issues. Automated quality control protocols maintain product water specifications while alerting operators to any deviations from established performance standards.
Applications & Use Cases
Residential applications benefit from the system's ability to provide high-quality drinking water while removing chlorine, dissolved minerals, and other common municipal water contaminants. The compact design options accommodate various installation scenarios, from under-counter configurations to whole-house treatment systems. Homeowners appreciate the consistent water quality improvement and reduced dependence on bottled water alternatives, making it an environmentally conscious choice for household water treatment needs.
Commercial food service establishments utilize these systems to ensure consistent water quality for beverage preparation, ice production, and food processing applications. Restaurants, cafes, and food processing facilities rely on the system's ability to remove taste and odor compounds while providing the consistent water quality required for product standardization. The system's reliability and ease of maintenance make it particularly suitable for high-demand commercial environments where consistent operation is essential.
Industrial process water applications span numerous sectors, including pharmaceutical manufacturing, electronics production, and chemical processing industries. The system's high-purity output meets stringent industrial water quality standards while providing the flexibility to adapt to changing production requirements. Manufacturing facilities benefit from reduced equipment maintenance and improved product quality resulting from consistent process water specifications.
Laboratory and research facilities require ultra-pure water for analytical procedures, equipment cleaning, and experimental protocols. The Water Purification System Custom Capacity Reverse Osmosis System for Home Industrial Process Water with High-Purity Filtration delivers the consistent low-conductivity water essential for accurate analytical results and contamination-free research environments. The system's monitoring capabilities provide documentation of water quality parameters required for regulatory compliance and quality assurance protocols.
Quality Control & Compliance
Rigorous quality control protocols ensure every system meets international water treatment standards and performance specifications before delivery. Manufacturing processes incorporate comprehensive testing procedures that verify membrane integrity, system pressure ratings, and overall performance characteristics. Each unit undergoes extensive factory testing that simulates real-world operating conditions to validate system reliability and performance consistency.
Material selection emphasizes corrosion resistance and long-term durability through the use of high-grade stainless steel, food-grade plastics, and engineered polymer components. All wetted materials comply with relevant health and safety standards for potable water contact applications. System components undergo material certification processes that verify chemical compatibility and ensure safe operation across various water chemistry conditions.
Documentation packages include comprehensive operation manuals, maintenance schedules, and performance validation certificates that support regulatory compliance requirements. Quality assurance protocols maintain traceability throughout the manufacturing process, providing detailed records of component sourcing, assembly procedures, and testing results. This documentation framework supports customer quality management systems and facilitates integration into existing operational protocols.
Customization & Branding Options
Extensive customization capabilities allow system adaptation to specific site requirements, operational preferences, and aesthetic considerations. Engineering teams work closely with customers to optimize system configuration, component selection, and performance parameters based on detailed application analysis. Custom housing materials, connection types, and control system interfaces can be specified to ensure seamless integration with existing facility infrastructure.
Private labeling and OEM branding options enable distributors and system integrators to offer customized water treatment solutions under their own brand identity. Custom control panel graphics, product labeling, and documentation can incorporate customer branding elements while maintaining system functionality and performance characteristics. This flexibility supports various business models and market positioning strategies for water treatment professionals.
Specialized configuration options address unique application requirements, including high-temperature operation, chemical compatibility, and extreme environmental conditions. Engineering support services provide technical consultation throughout the specification process, ensuring optimal system design for challenging applications. Custom testing protocols and performance validation procedures can be developed to meet specific industry standards or regulatory requirements.
Packaging & Logistics Support
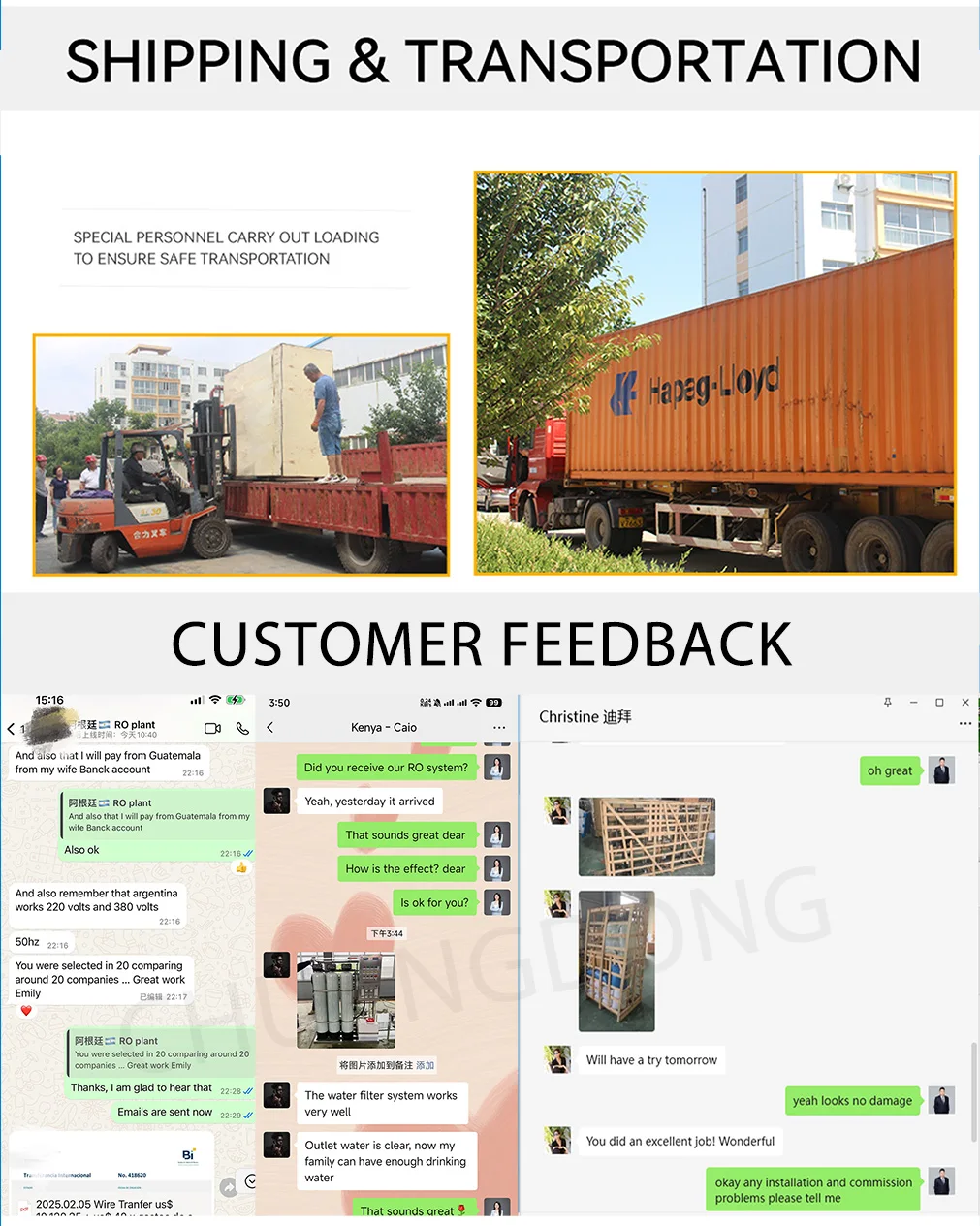
Professional packaging solutions protect system components during transportation while minimizing shipping costs and environmental impact. Modular packaging approaches allow for efficient container utilization and simplified handling at destination facilities. Protective packaging materials safeguard delicate components such as membranes and control electronics while facilitating easy unpacking and installation procedures.
Comprehensive logistics support includes coordination with international shipping providers, customs documentation preparation, and delivery scheduling that accommodates customer installation timelines. Experienced logistics teams understand the unique requirements of water treatment equipment shipping, including proper handling procedures and environmental protection measures. Package marking and documentation comply with international shipping regulations while providing clear identification of system components and handling requirements.
Installation support materials accompany each shipment, including detailed assembly instructions, component identification guides, and startup procedures. Pre-shipment system testing documentation provides verification of performance characteristics and serves as a baseline for commissioning activities. Technical support resources remain available throughout the installation and startup process to ensure successful system deployment and optimal initial operation.
Why Choose Us
Our organization brings extensive experience in water treatment technology development and manufacturing, having served diverse global markets with innovative filtration solutions. This long-standing expertise in membrane technology and system engineering enables us to deliver reliable, high-performance water purification systems that meet the evolving needs of international customers. Our commitment to technological advancement and quality excellence has established strong partnerships with distributors, system integrators, and end users across multiple continents.
Comprehensive technical support and engineering consultation services ensure optimal system specification and successful project implementation for customers worldwide. Our global network of technical representatives provides local support while maintaining access to centralized engineering resources and technical expertise. This combination of local presence and technical depth enables responsive customer service while delivering consistent solution quality across international markets.
Continuous innovation in membrane technology and system design keeps our products at the forefront of water treatment technology while maintaining compatibility with evolving industry standards and regulations. Research and development investments focus on improving system efficiency, reducing environmental impact, and expanding application versatility. This forward-looking approach ensures our customers receive water treatment solutions that provide long-term value and adapt to changing operational requirements.
Conclusion
The Water Purification System Custom Capacity Reverse Osmosis System for Home Industrial Process Water with High-Purity Filtration represents a comprehensive solution for diverse water treatment applications, combining advanced membrane technology with flexible system design to deliver consistent, high-quality results. Its adaptable configuration options and robust performance characteristics make it suitable for residential, commercial, and industrial applications while maintaining the reliability and efficiency required for critical water treatment processes. Through innovative engineering, comprehensive quality control, and extensive customization capabilities, this system provides a foundation for successful water treatment projects across international markets, supporting the growing global demand for reliable, high-performance water purification solutions.