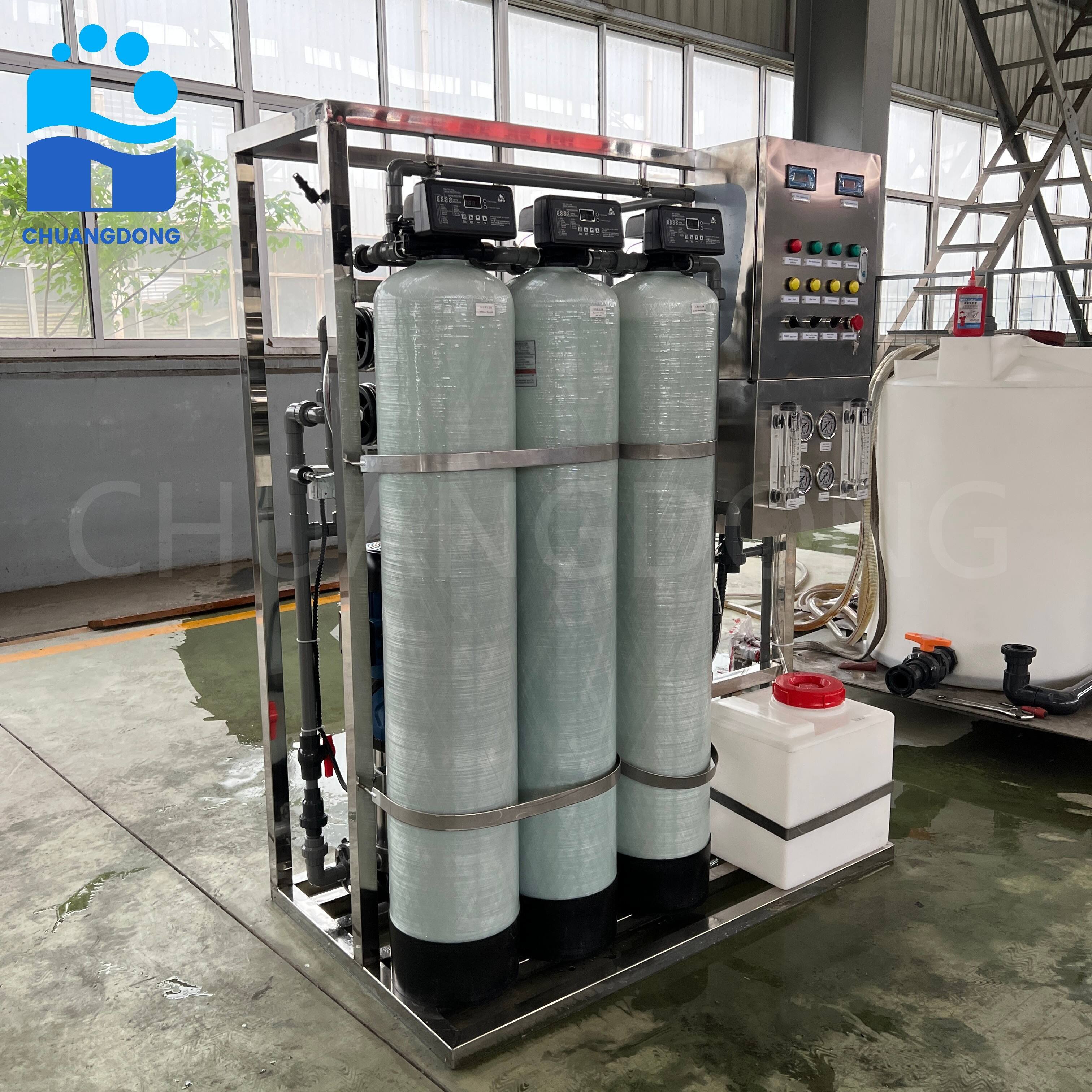
industrial water purifying machine
An industrial water purifying machine is a sophisticated system designed to remove contaminants, impurities, and unwanted substances from water used in manufacturing, processing, and commercial operations. This essential equipment employs multiple filtration stages and advanced treatment technologies to deliver clean, safe water that meets stringent quality standards required by various industries. The industrial water purifying machine integrates processes such as reverse osmosis, ultrafiltration, activated carbon filtration, and UV sterilization to eliminate bacteria, viruses, dissolved solids, heavy metals, and organic compounds. These machines are engineered to handle large water volumes efficiently, making them indispensable for sectors including pharmaceuticals, food and beverage production, chemical manufacturing, electronics, and power generation. The technological features of modern systems include automated control panels, real-time monitoring sensors, and self-cleaning mechanisms that ensure consistent performance with minimal manual intervention. An industrial water purifying machine can be customized according to specific water quality requirements, incoming water characteristics, and production capacity needs. The systems are built with durable materials like stainless steel to withstand harsh industrial environments and corrosive substances. Applications range from producing ultrapure water for semiconductor manufacturing to generating potable water for hospitality facilities. The versatility and reliability of these machines make them critical infrastructure investments that directly impact product quality, equipment longevity, and regulatory compliance across diverse industrial operations.