























Introduction
Industrial water treatment has become a critical cornerstone for manufacturing excellence, environmental compliance, and operational sustainability across diverse sectors. The 100-500t Customized Industry RO Water Purification Plant Water Treatment Plant Reverse Osmosis System Water Purifiers with RO Membrane represents a sophisticated solution engineered to meet the demanding water quality requirements of modern industrial facilities. This comprehensive reverse osmosis system combines advanced membrane technology with customizable configurations to deliver consistent, high-purity water output suitable for various industrial applications.
The growing emphasis on water conservation, stringent quality standards, and environmental responsibility has driven the need for robust industrial water purification solutions. This reverse osmosis water treatment plant addresses these challenges through innovative design principles, incorporating state-of-the-art filtration technologies and intelligent control systems that optimize performance while minimizing operational costs and environmental impact.
Product Overview
The 100-500t Customized Industry RO Water Purification Plant Water Treatment Plant Reverse Osmosis System Water Purifiers with RO Membrane stands as a comprehensive water treatment solution designed for medium to large-scale industrial operations. This sophisticated system integrates multiple purification stages, with reverse osmosis membrane technology serving as the primary filtration mechanism to remove dissolved solids, contaminants, and impurities from source water.
Built with industrial-grade components and engineered for continuous operation, this water purification plant features modular construction that allows for flexible installation configurations and future expansion capabilities. The system incorporates advanced pre-treatment stages, high-efficiency reverse osmosis membranes, and post-treatment polishing to ensure consistent water quality that meets or exceeds industry-specific requirements.
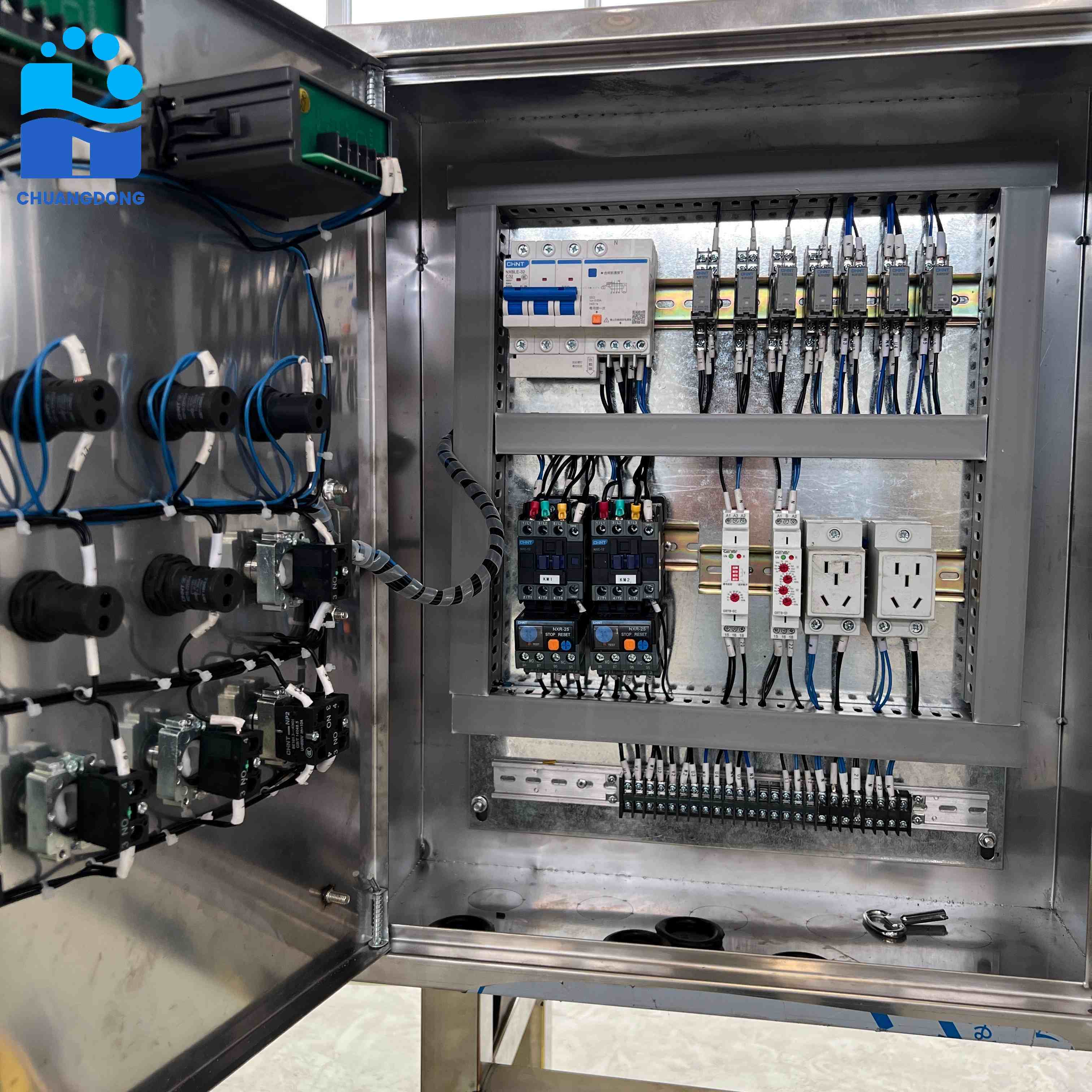
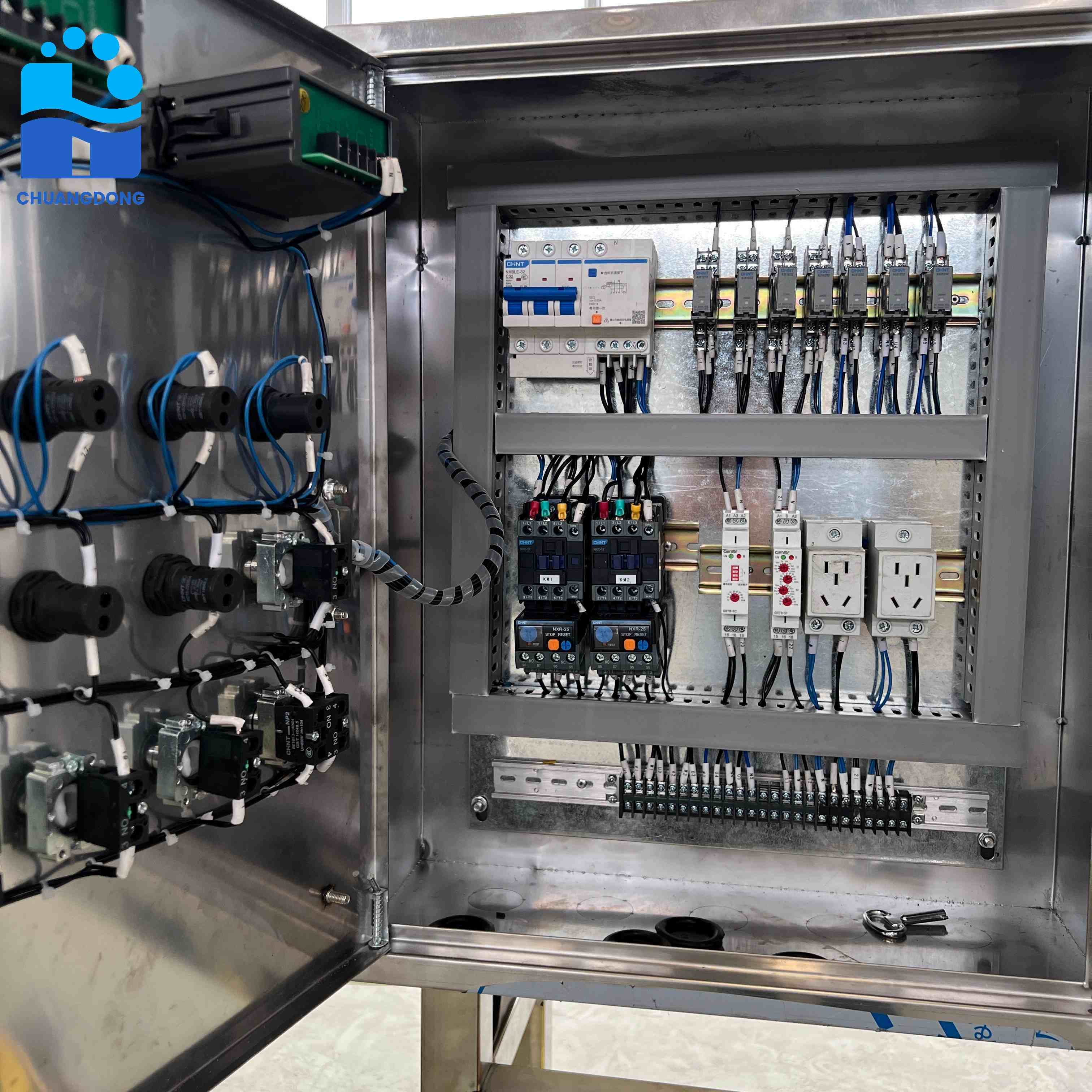
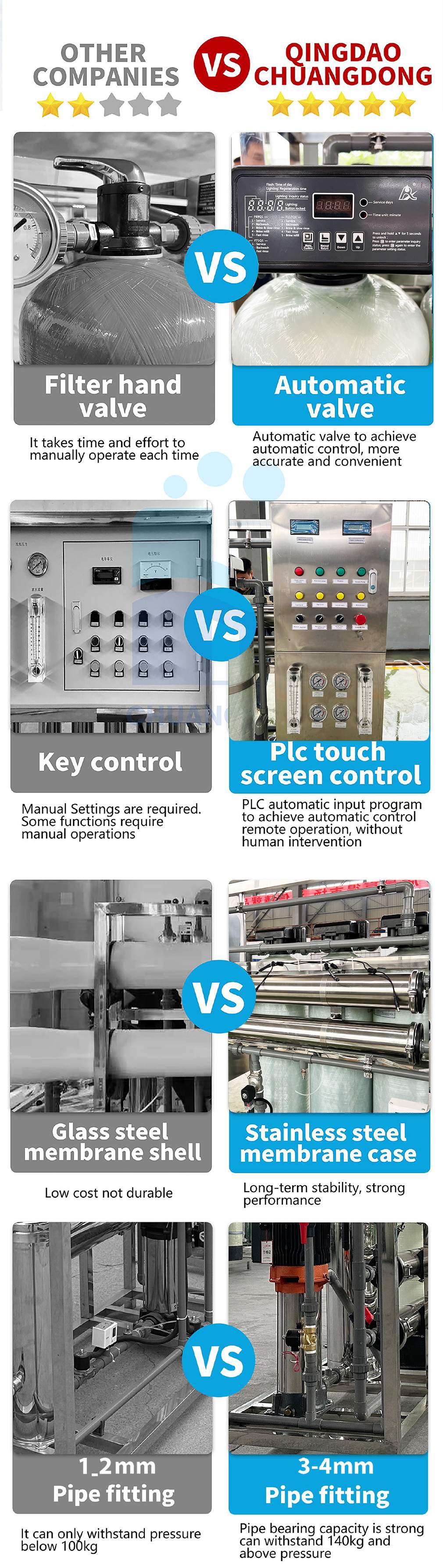
The intelligent control system provides real-time monitoring and automated operation, featuring programmable logic controllers that optimize system performance based on varying input water conditions and demand patterns. This automation reduces manual intervention requirements while maintaining optimal efficiency and protecting sensitive membrane components from damage or premature degradation.
Features & Benefits
Advanced Membrane Technology
The heart of this reverse osmosis water treatment system lies in its premium membrane configuration, utilizing high-rejection spiral-wound elements that deliver exceptional contaminant removal efficiency. These membranes are specifically selected for industrial applications, offering superior performance in removing dissolved salts, heavy metals, organic compounds, and microbiological contaminants while maintaining stable permeate flow rates under varying operating conditions.
The membrane array design incorporates anti-fouling properties and chemical compatibility features that extend operational life and reduce maintenance requirements. This translates to lower total cost of ownership and improved system reliability for continuous industrial operations requiring uninterrupted water supply.
Comprehensive Pre-Treatment System
The integrated pre-treatment stages protect the sensitive reverse osmosis membranes while optimizing overall system performance. Multi-media filtration removes suspended solids and turbidity, while activated carbon filtration eliminates chlorine and organic compounds that could damage membrane materials. This comprehensive approach ensures consistent feed water quality to the reverse osmosis stage, maximizing membrane life and maintaining optimal rejection rates.
Chemical dosing systems provide precise pH adjustment and scale inhibition, preventing membrane fouling and scaling issues that commonly plague industrial water treatment operations. The automated chemical feed systems adjust dosing rates based on real-time water quality monitoring, ensuring optimal treatment while minimizing chemical consumption and operational costs.
Energy Efficiency and Recovery Optimization
This water purification plant incorporates energy recovery devices and high-efficiency pumping systems that significantly reduce power consumption compared to conventional reverse osmosis configurations. The system design maximizes water recovery rates while maintaining product water quality specifications, reducing waste discharge and operational costs.
Variable frequency drives and intelligent pump control systems adjust operation based on demand patterns and system conditions, further optimizing energy consumption. This approach not only reduces operational expenses but also supports sustainability initiatives and environmental compliance objectives.
Applications & Use Cases
The versatility of the 100-500t Customized Industry RO Water Purification Plant Water Treatment Plant Reverse Osmosis System Water Purifiers with RO Membrane makes it suitable for diverse industrial sectors requiring high-quality process water. Manufacturing facilities utilize this system for boiler feed water preparation, cooling tower makeup water, and process applications where water quality directly impacts product quality and equipment longevity.
Food and beverage processing operations benefit from the system's ability to produce water meeting strict quality standards for ingredient preparation, equipment cleaning, and direct product contact applications. The system's design ensures compliance with food safety regulations while providing the consistent water quality essential for maintaining product taste, appearance, and shelf life.
Pharmaceutical and biotechnology facilities require ultra-pure water for various manufacturing processes, equipment cleaning, and laboratory applications. This reverse osmosis system serves as a reliable foundation for producing high-purity water that meets stringent pharmaceutical water quality standards, supporting critical manufacturing operations and quality assurance protocols.
Power generation facilities utilize this water treatment technology for boiler feed water preparation, helping prevent scale formation, corrosion, and deposits that can reduce efficiency and cause equipment damage. The system's ability to remove dissolved minerals and contaminants protects expensive power generation equipment while maintaining optimal operational efficiency.
Chemical processing industries rely on this purification technology to produce process water free from contaminants that could interfere with chemical reactions, affect product purity, or cause equipment corrosion. The system's robust design withstands challenging industrial environments while delivering consistent water quality for demanding chemical manufacturing applications.
Quality Control & Compliance
Quality assurance forms the foundation of this industrial water treatment system, with comprehensive testing protocols implemented throughout the manufacturing process to ensure each component meets rigorous performance standards. Material selection follows international standards for water contact applications, utilizing corrosion-resistant materials and food-grade components where applicable.
The system design incorporates multiple monitoring points and quality control measures that enable continuous verification of treatment performance. Real-time conductivity monitoring, pH measurement, and flow rate tracking provide operators with immediate feedback on system performance and water quality parameters.
Manufacturing processes follow established quality management systems that emphasize consistency, reliability, and performance verification. Each system undergoes comprehensive factory testing before shipment, including pressure testing, performance verification, and control system validation to ensure optimal operation upon installation.
Documentation packages accompany each system, providing detailed specifications, operating procedures, maintenance schedules, and troubleshooting guides that support proper installation, operation, and maintenance. This comprehensive approach ensures system longevity and optimal performance throughout the equipment lifecycle.
Customization & Branding Options
Understanding that industrial water treatment requirements vary significantly across different applications and facilities, this reverse osmosis system offers extensive customization capabilities to meet specific operational needs. System configuration can be adapted to accommodate varying source water quality conditions, desired product water specifications, and site-specific installation constraints.
Modular design principles enable flexible capacity scaling and component selection based on individual facility requirements. Optional equipment packages include advanced monitoring systems, remote control capabilities, and specialized treatment stages for addressing unique water quality challenges or achieving enhanced purification levels.
Control system programming can be customized to integrate with existing facility automation systems, providing seamless operation and data exchange capabilities. Human-machine interfaces are configurable to display relevant operational parameters and provide operator-friendly control functions tailored to specific operational preferences and skill levels.
Mechanical configurations accommodate various installation environments, from indoor installations requiring compact footprints to outdoor applications demanding weather-resistant enclosures and specialized materials. This flexibility ensures optimal system integration regardless of facility constraints or environmental conditions.
Packaging & Logistics Support
Professional packaging and logistics coordination ensure safe delivery and efficient installation of this industrial water treatment system. Components are carefully secured using appropriate protective materials and packaging methods designed to prevent damage during transportation while facilitating efficient handling and installation procedures.
Modular component packaging allows for efficient shipping configuration optimization, reducing transportation costs while ensuring all system elements arrive in optimal condition. Clear labeling and documentation facilitate rapid identification and proper handling of system components during delivery and installation phases.
Logistics coordination services support international shipping requirements, including documentation preparation, customs clearance assistance, and delivery scheduling that aligns with project timelines and installation schedules. This comprehensive approach minimizes delays and ensures smooth project execution from order placement through system commissioning.
Installation support materials accompany each shipment, including detailed assembly instructions, component identification guides, and recommended installation procedures that facilitate efficient system setup and commissioning. These resources help ensure proper installation practices that optimize system performance and longevity.
Why Choose Us
Our organization brings extensive experience in industrial water treatment engineering and manufacturing, with a proven track record of delivering reliable solutions to diverse global markets. This experience translates into deep understanding of industry-specific requirements and the ability to provide customized solutions that address unique operational challenges while meeting stringent quality standards.
Technical expertise encompasses the complete spectrum of reverse osmosis technology, from initial system design through ongoing operational support. Our engineering team stays current with evolving industry standards and emerging technologies, ensuring that delivered solutions incorporate the latest advances in membrane technology, control systems, and energy efficiency optimization.
Global market presence enables us to support international projects with local service capabilities and supply chain efficiency. This network approach ensures reliable parts availability, technical support accessibility, and service responsiveness regardless of installation location or operational requirements.
Quality commitment extends beyond initial system delivery to encompass long-term performance support and customer satisfaction. Comprehensive training programs, detailed documentation, and ongoing technical assistance ensure that customers achieve optimal system performance and operational efficiency throughout the equipment lifecycle.
Conclusion
The 100-500t Customized Industry RO Water Purification Plant Water Treatment Plant Reverse Osmosis System Water Purifiers with RO Membrane represents a comprehensive solution for industrial water treatment challenges, combining advanced membrane technology with flexible customization options and reliable performance characteristics. This system addresses the growing demand for high-quality industrial water while supporting sustainability objectives through efficient operation and minimal environmental impact.
The combination of proven reverse osmosis technology, intelligent control systems, and robust construction ensures reliable operation in demanding industrial environments while delivering consistent water quality that meets stringent industry requirements. Comprehensive customization capabilities and professional support services provide customers with confidence in their water treatment investment and long-term operational success.





