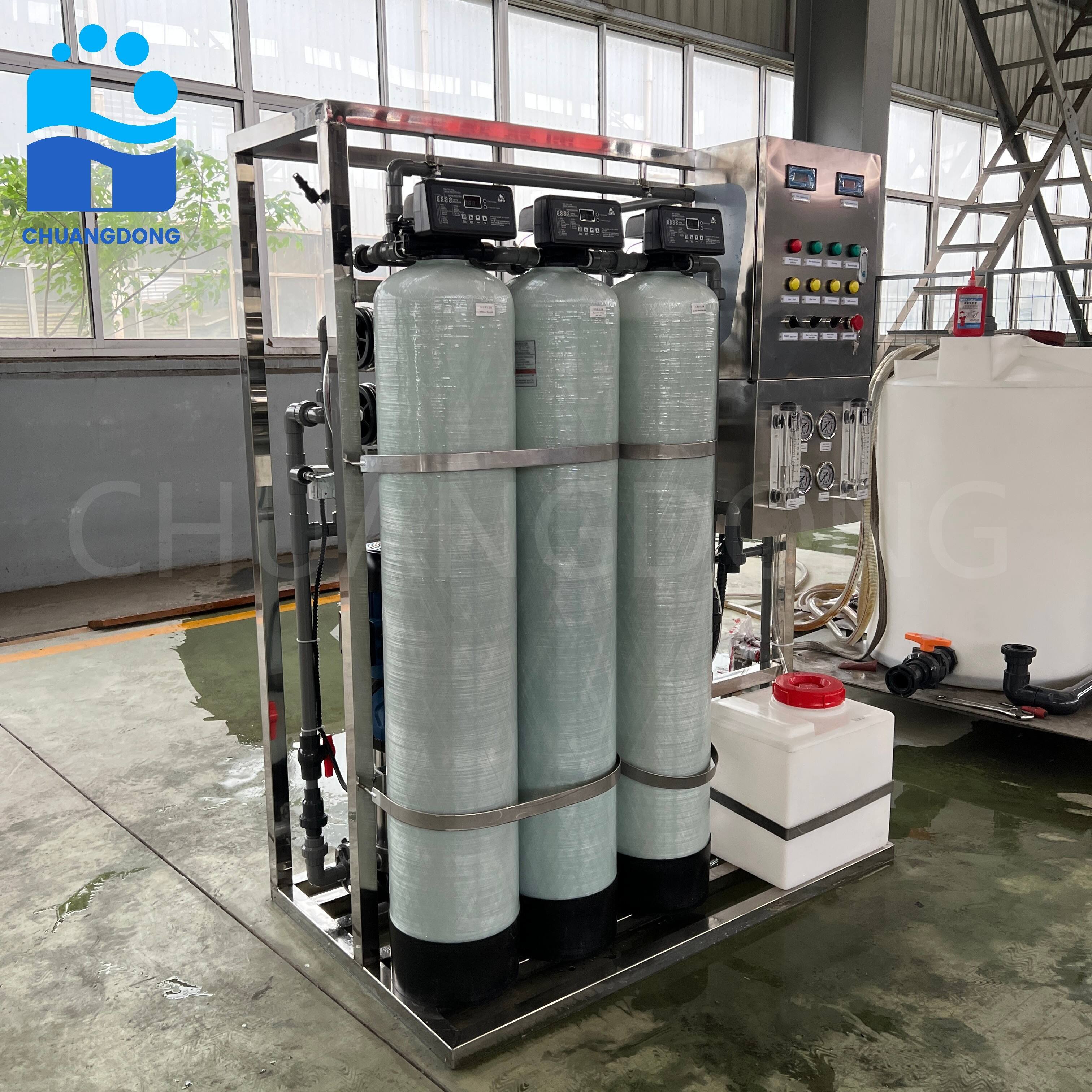
water purifier machine for factory
A water purifier machine for factory is an essential industrial solution designed to provide large-scale water treatment and purification for manufacturing facilities, production plants, and commercial operations. This advanced system removes contaminants, impurities, sediments, chemicals, and microorganisms from water sources to deliver clean, safe water that meets stringent industrial standards. The water purifier machine for factory incorporates multiple filtration stages including pre-filtration, activated carbon filtration, reverse osmosis membranes, ultraviolet sterilization, and post-treatment processes. These technological features work together to eliminate dissolved solids, heavy metals, bacteria, viruses, organic compounds, and other harmful substances. Modern systems feature automated controls, real-time monitoring sensors, and self-cleaning mechanisms that optimize performance while reducing manual intervention. The water purifier machine for factory serves diverse applications across food and beverage production, pharmaceutical manufacturing, electronics assembly, chemical processing, textile operations, and power generation facilities. Different industries require specific water quality parameters, and these systems can be customized to meet unique production requirements. Capacity options range from hundreds to thousands of gallons per hour, ensuring adequate supply for high-demand operations. Energy-efficient designs minimize operational costs while delivering consistent water quality. The integration of smart technology enables remote monitoring, predictive maintenance alerts, and performance analytics that help facility managers maintain optimal system function and prevent costly downtime.