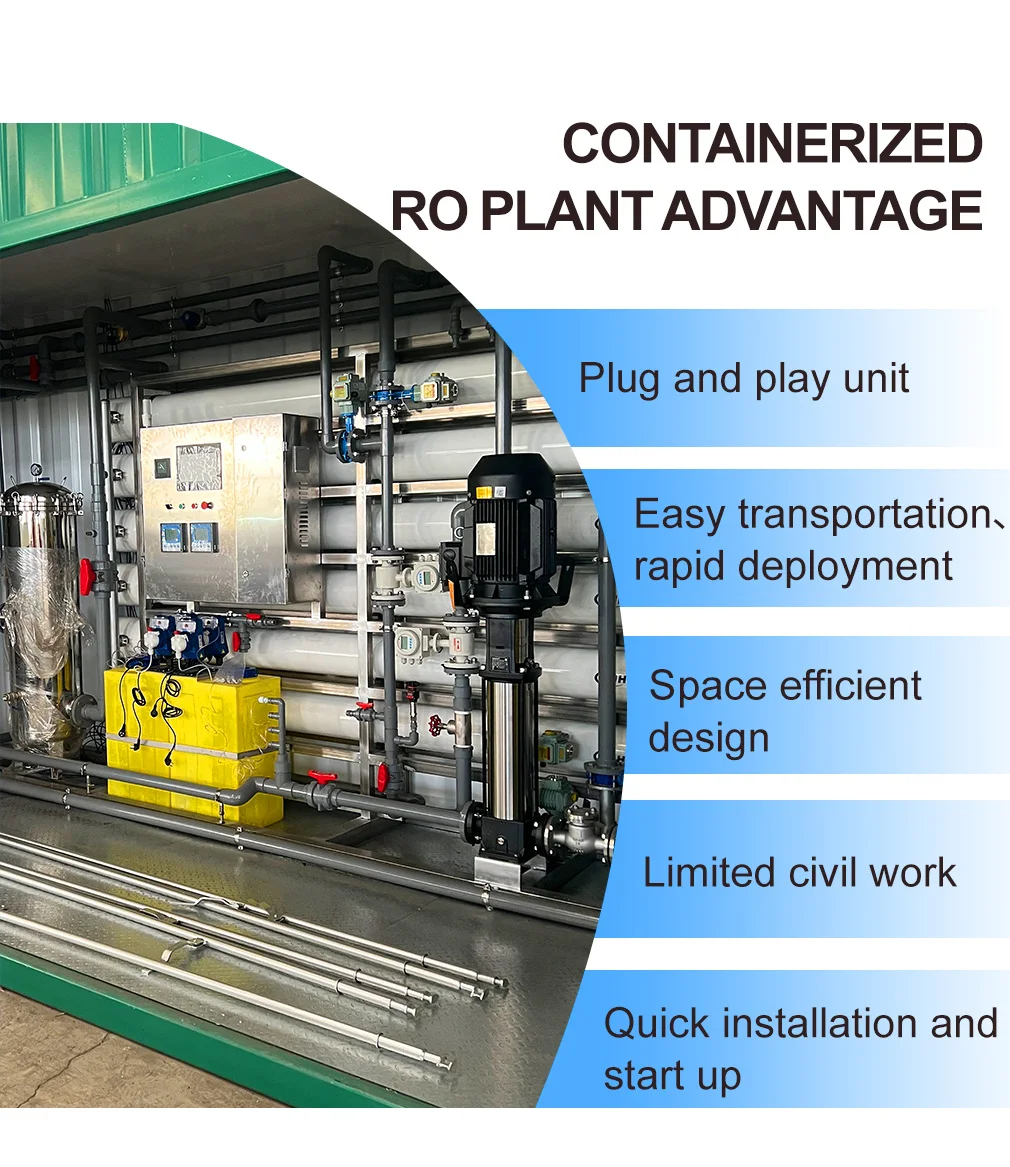
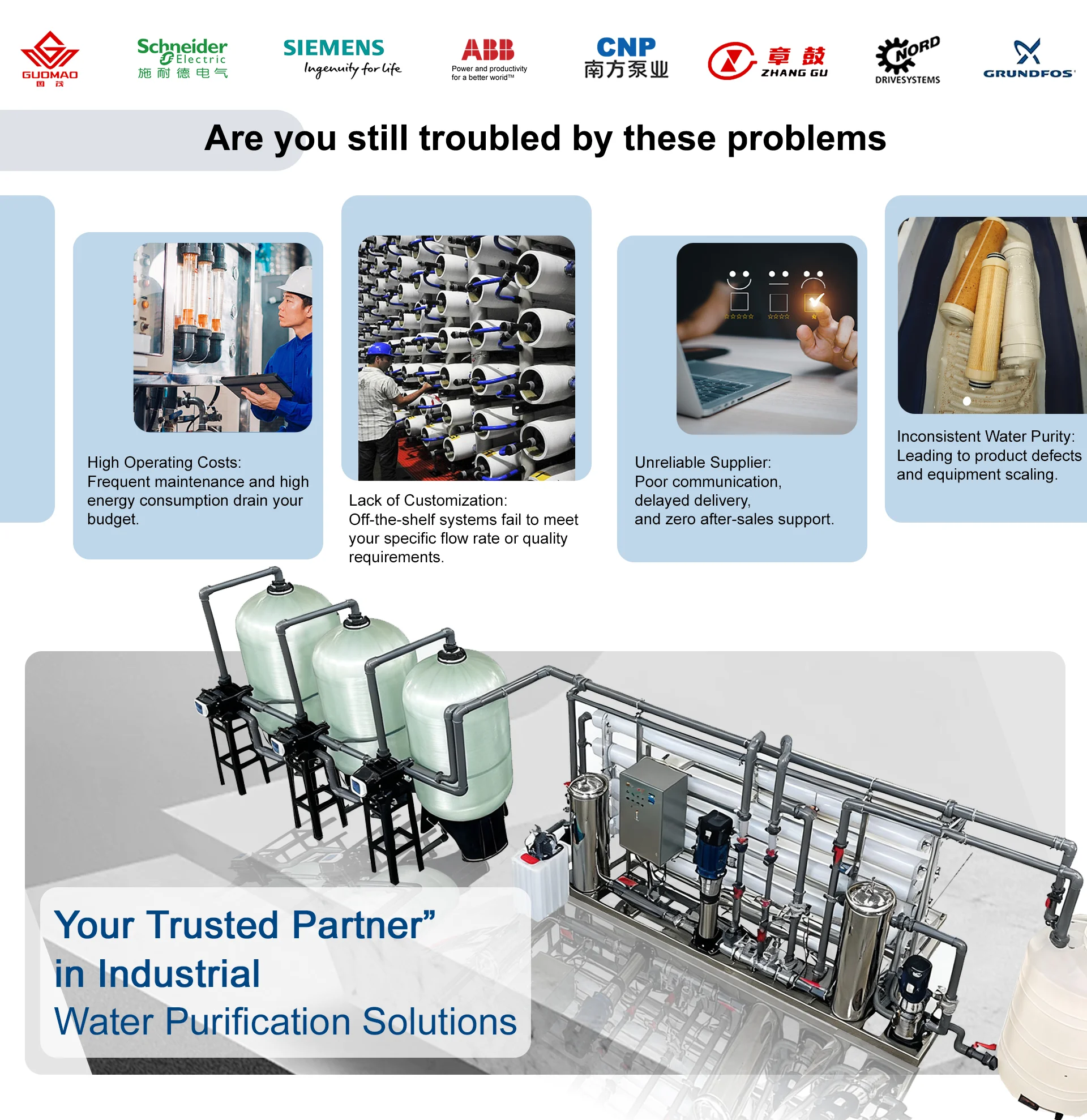
Rapid Deployment & Mobility: Pre-assembled containerized design enables plug-and-play installation, cutting on-site setup time by 50% for emergency or remote projects.
All-Weather Operational Integrity: Weatherproof, insulated container ensures stable performance in extreme temperatures, harsh coastal, or desert environments.
Space-Saving Compact Footprint: Integrated system layout maximizes internal space efficiency, ideal for sites with limited land availability.
Unattended Smart Operation: Fully automated PLC control with remote monitoring capability minimizes labor costs and ensures 24/7 stable water production.
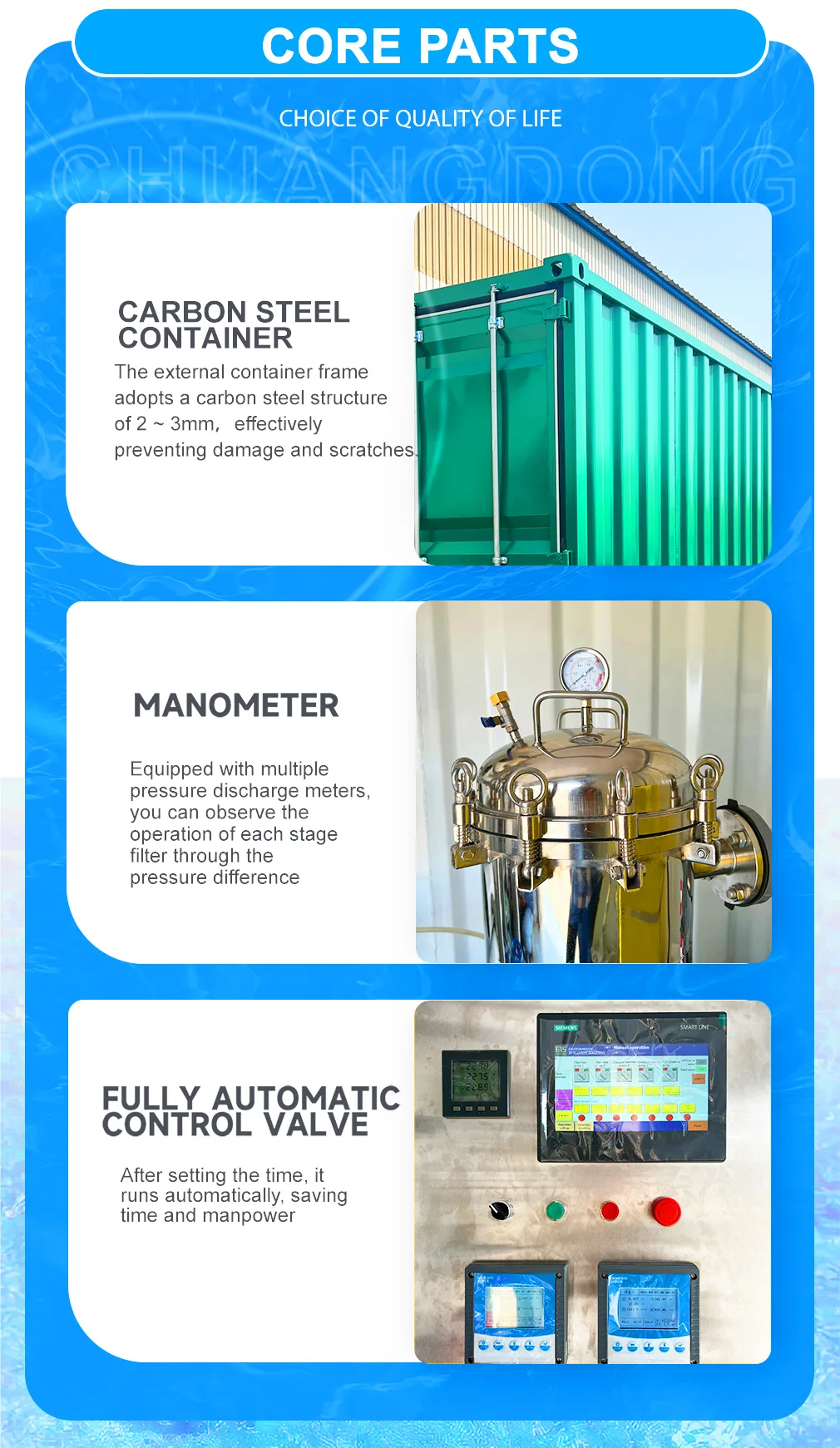
Cost-Efficient Build: Premium carbon steel material balances superior strength and economic value, reducing overall project investment without compromising system reliability.
Flexible Scalability: Modular container units can be easily combined in parallel to scale up production capacity, adapting to growing water demand.
Introduction
Municipal water authorities and community development organizations worldwide require reliable, efficient water treatment solutions that can address growing population demands while maintaining consistent quality standards. The 20-40T/H Containerized Water Purification System Water Treatment Plant by RO System for Municipal Community Water Supply represents a breakthrough in portable water treatment technology, combining advanced reverse osmosis filtration with containerized design for maximum deployment flexibility. This comprehensive water purification system delivers exceptional performance across diverse geographical locations, from urban municipalities expanding their infrastructure to remote communities establishing their first reliable water supply networks.
Modern water treatment challenges require sophisticated solutions that balance efficiency, reliability, and adaptability. This containerized water purification system addresses these needs through innovative engineering that integrates multiple treatment stages within a compact, transportable framework. The reverse osmosis technology at the heart of this system ensures consistently high water quality output, while the containerized design enables rapid deployment and relocation as community needs evolve.
Product Overview
The containerized water purification system represents a complete water treatment solution engineered for municipal and community applications. Built within a robust container framework, this system incorporates advanced reverse osmosis membrane technology alongside pre-treatment and post-treatment components to deliver comprehensive water purification capabilities. The modular design allows for seamless integration into existing water infrastructure or deployment as a standalone treatment facility.
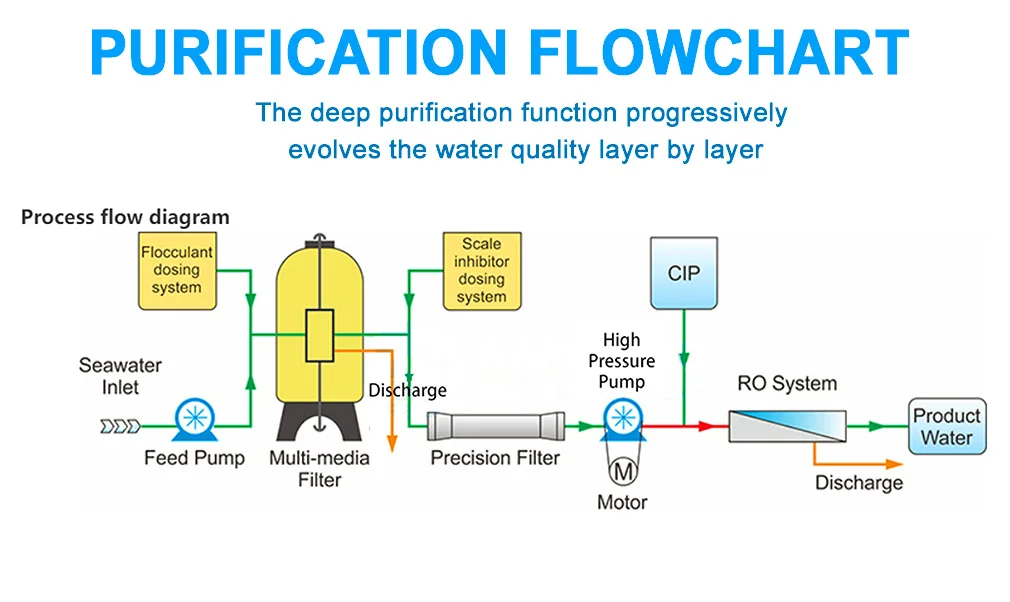
This water treatment plant features a multi-stage purification process that begins with preliminary filtration to remove larger contaminants and suspended solids. The treated water then passes through the reverse osmosis membrane assembly, where dissolved salts, heavy metals, bacteria, and other microscopic contaminants are effectively removed. Post-treatment components ensure optimal water quality and taste while maintaining stable pH levels suitable for municipal distribution networks.
The system's containerized architecture provides inherent advantages for municipal water supply projects. The enclosed design protects sensitive treatment equipment from environmental factors while enabling rapid installation and commissioning. This approach significantly reduces construction time and site preparation requirements compared to traditional brick-and-mortar water treatment facilities, making it particularly valuable for communities requiring immediate water supply solutions.
Features & Benefits
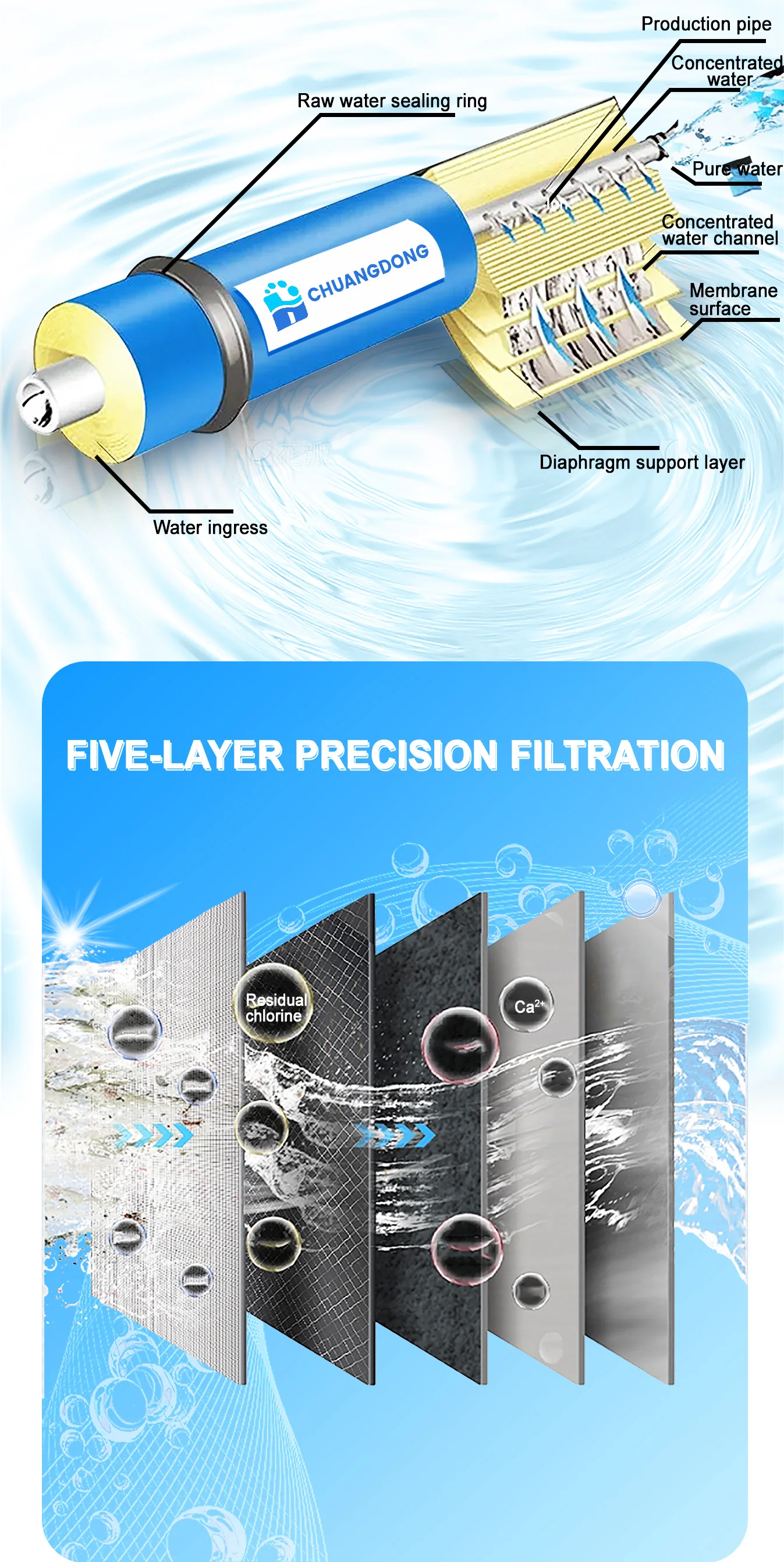
Advanced Reverse Osmosis Technology
The heart of this water treatment system lies in its sophisticated reverse osmosis membrane assembly, which employs semi-permeable membranes to remove contaminants at the molecular level. This technology effectively eliminates dissolved solids, heavy metals, bacteria, viruses, and other harmful substances that traditional filtration methods cannot address. The reverse osmosis process ensures consistent water quality output regardless of source water variations, providing municipalities with reliable treatment performance.
The membrane configuration within this 20-40T/H Containerized Water Purification System Water Treatment Plant by RO System for Municipal Community Water Supply incorporates multiple pressure vessels arranged for optimal flow distribution and maximum membrane utilization. This design approach enhances overall system efficiency while extending membrane lifespan through balanced hydraulic loading. The result is a treatment system that delivers superior water quality with reduced operational costs and maintenance requirements.
Containerized Design Advantages
The containerized architecture of this water purification system provides unmatched deployment flexibility for municipal water supply projects. The complete treatment facility is housed within a weatherproof container that protects all components from environmental exposure while facilitating easy transportation and installation. This design eliminates the need for extensive civil construction work, significantly reducing project timelines and implementation costs.
Interior layout optimization ensures efficient use of available space while maintaining accessibility for routine maintenance and component replacement. The container design incorporates proper ventilation, lighting, and climate control systems to protect sensitive equipment and ensure optimal operating conditions. This comprehensive approach to system housing extends equipment lifespan while reducing maintenance requirements.
Automated Operation and Control
Modern water treatment operations require sophisticated control systems that can monitor performance parameters, adjust operating conditions, and respond to changing water quality requirements. This containerized water treatment plant incorporates advanced automation technology that continuously monitors system performance, water quality parameters, and equipment status. The control system automatically adjusts operating parameters to maintain optimal performance while protecting equipment from potential damage.
The user-friendly interface provides operators with real-time system status information, alarm notifications, and performance data logging capabilities. This comprehensive monitoring approach enables proactive maintenance scheduling and ensures consistent water quality output. Remote monitoring capabilities allow technical support teams to provide assistance and system optimization recommendations without requiring on-site visits.
Applications & Use Cases
Municipal water authorities represent the primary market for this containerized water purification system, particularly those serving growing communities where traditional treatment facility construction would require significant time and investment. The system's capacity range makes it ideal for small to medium-sized municipalities seeking to establish or expand their water treatment capabilities while maintaining flexibility for future growth or relocation needs.
Community water supply projects in developing regions benefit significantly from the rapid deployment capabilities of this 20-40T/H Containerized Water Purification System Water Treatment Plant by RO System for Municipal Community Water Supply. The containerized design enables quick establishment of reliable water treatment facilities in areas lacking existing infrastructure, while the reverse osmosis technology ensures safe drinking water production from various source water qualities including brackish groundwater and surface water sources.
Emergency response and disaster relief operations require mobile water treatment solutions that can be deployed rapidly to restore water supply services. This containerized system serves this critical need by providing a complete treatment facility that can be transported to affected areas and operational within minimal setup time. The robust construction and reliable operation make it suitable for temporary deployment during infrastructure repair periods or permanent installation in relocated communities.
Industrial communities and remote settlements often require dedicated water treatment facilities to support their operations and residential needs. The containerized water purification system addresses these requirements through its self-contained design and reliable performance characteristics. Mining operations, construction camps, and remote residential developments benefit from the system's ability to produce high-quality water suitable for both potable and industrial applications.
Quality Control & Compliance
Water treatment systems for municipal applications must meet stringent quality standards and regulatory requirements to ensure public health protection. This containerized water purification system incorporates comprehensive quality control measures throughout the manufacturing process, from component selection and assembly through final testing and commissioning. Each system undergoes rigorous performance testing to verify water quality output meets or exceeds applicable drinking water standards.
The reverse osmosis membranes and associated components used in this system are sourced from recognized manufacturers who maintain strict quality control processes and certifications. Material selection prioritizes corrosion resistance, longevity, and compatibility with municipal water supply applications. Stainless steel construction and food-grade materials ensure system safety and durability while minimizing maintenance requirements.
Comprehensive documentation accompanies each system delivery, including performance verification reports, component certifications, and operational manuals. This documentation package supports regulatory approval processes and provides operators with essential information for proper system operation and maintenance. Quality assurance protocols ensure consistent manufacturing standards across all delivered systems, regardless of deployment location or specific configuration requirements.
Customization & Branding Options
Municipal water supply projects often require specific adaptations to address local water quality conditions, regulatory requirements, or operational preferences. This containerized water treatment system offers extensive customization options to meet diverse application needs while maintaining the core advantages of standardized design and proven performance. Pre-treatment configurations can be modified to address specific source water characteristics such as high turbidity, iron content, or organic contamination.
Post-treatment options provide additional flexibility for water quality optimization, including remineralization systems for improved taste and corrosion control, disinfection systems for distribution system protection, and storage tank integration for supply security. The modular system architecture accommodates these modifications without compromising the fundamental design integrity or performance characteristics that make the system suitable for municipal applications.
Container exterior customization options enable municipalities to incorporate their branding, identification markings, or specific color schemes to match local preferences or regulatory requirements. Interior layout modifications can accommodate specific operational requirements or local maintenance practices while maintaining optimal equipment accessibility and safety standards. These customization capabilities ensure seamless integration into existing municipal infrastructure and operational procedures.
Packaging & Logistics Support
The containerized design of this water treatment system inherently simplifies transportation and logistics requirements for international deployment. The standard container dimensions enable compatibility with conventional shipping methods, including ocean freight, rail transport, and truck delivery to final installation sites. This compatibility significantly reduces transportation costs and complexity compared to traditional water treatment equipment that requires specialized handling and multiple shipments.
Protective packaging for sensitive components during transit ensures arrival in optimal condition regardless of transportation route or duration. Internal component securing systems prevent damage from vibration and shock while maintaining easy access for installation teams. The comprehensive packaging approach includes all necessary accessories, spare parts, and documentation required for successful system commissioning and initial operation.
Logistics support extends beyond initial delivery to include technical documentation, installation guidance, and commissioning support services. This comprehensive approach ensures successful project implementation while minimizing delays and complications that could impact municipal water supply schedules. The standardized container format also facilitates future relocation or system expansion requirements as community needs evolve.
Why Choose Us
Our company brings extensive experience in water treatment system design and manufacturing, with particular expertise in containerized solutions for municipal and community applications. This long-standing experience in the water treatment industry has enabled us to develop proven solutions that address real-world challenges faced by water authorities and community organizations worldwide. Our engineering team understands the unique requirements of municipal water supply systems and has incorporated this knowledge into every aspect of this containerized water purification system.
International market presence and collaboration with water treatment professionals across diverse geographical regions provide valuable insights into varying water quality challenges and regulatory requirements. This global perspective ensures our systems incorporate best practices and proven technologies while maintaining adaptability for local conditions. Our commitment to quality and reliability has earned recognition from municipal water authorities and community organizations who depend on consistent, safe water supply for their constituents.
As a specialized water treatment equipment manufacturer, we focus exclusively on developing solutions that meet the demanding requirements of municipal and community water supply applications. This specialization enables us to offer comprehensive support throughout the project lifecycle, from initial system selection and customization through installation, commissioning, and ongoing technical support. Our multi-industry expertise encompasses both municipal infrastructure and community development projects, providing valuable perspective on diverse application requirements and operational challenges.
Conclusion
The 20-40T/H Containerized Water Purification System Water Treatment Plant by RO System for Municipal Community Water Supply represents an optimal solution for municipalities and communities seeking reliable, efficient water treatment capabilities with maximum deployment flexibility. The combination of advanced reverse osmosis technology, containerized design, and comprehensive automation creates a water treatment system that addresses both immediate water quality needs and long-term operational requirements. This innovative approach to municipal water treatment enables rapid infrastructure development while maintaining the performance standards essential for public health protection and community development success.