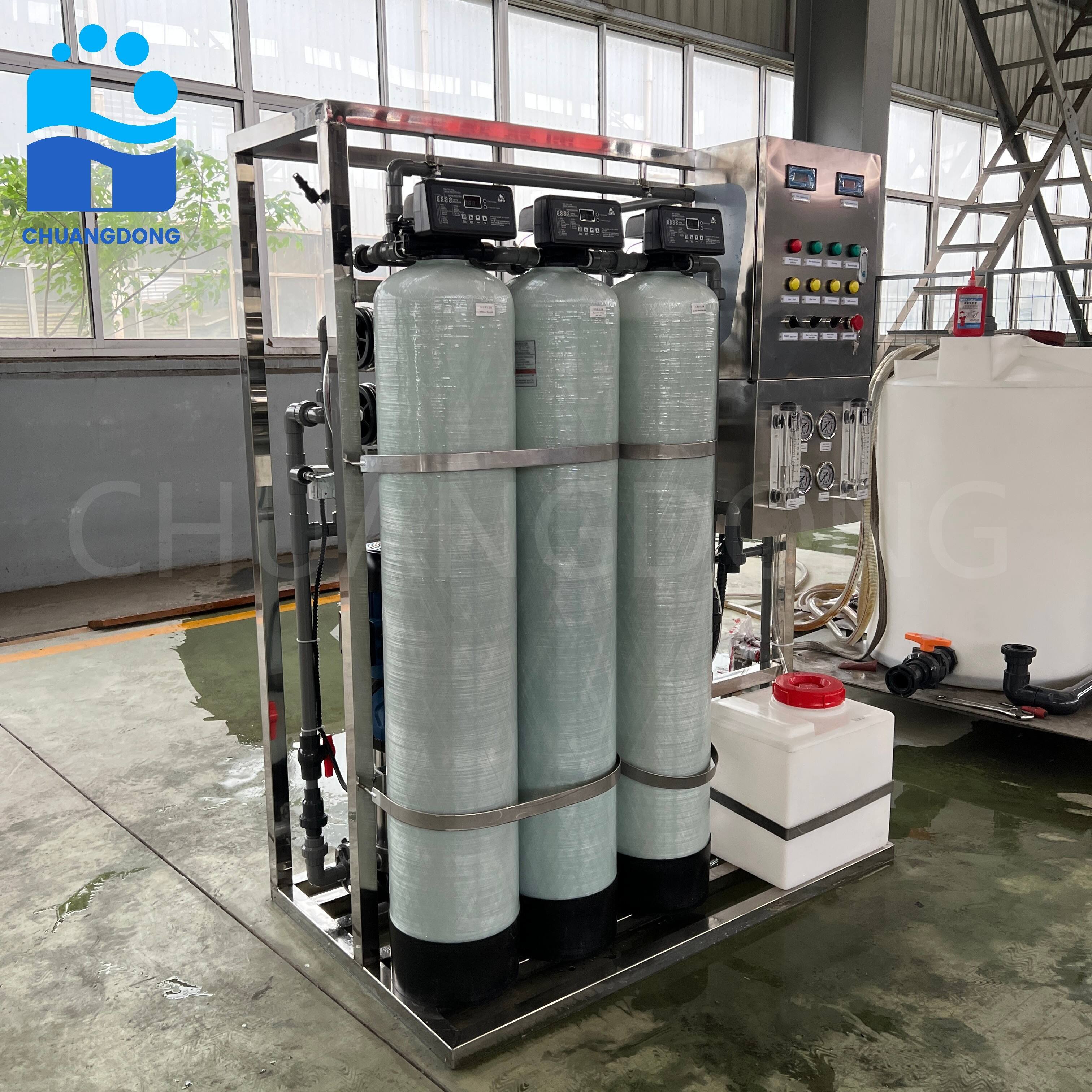
sistema de agua de alta pureza en contenedores
Un sistema de agua de alta pureza en contenedor es una solución innovadora de tratamiento de agua diseñada para suministrar agua ultrapura para aplicaciones industriales y de laboratorio críticas. Este sistema avanzado integra múltiples tecnologías de purificación dentro de un contenedor marítimo estandarizado, creando una unidad móvil y autónoma que produce agua que cumple rigurosos estándares de calidad. El sistema de agua de alta pureza en contenedor combina procesos de ósmosis inversa, desionización, ultrafiltración y esterilización por UV para eliminar contaminantes, minerales, bacterias y compuestos orgánicos. Estos sistemas modulares están diseñados para una implementación rápida y una reubicación sencilla, lo que los convierte en ideales para instalaciones que requieren una infraestructura flexible de tratamiento de agua. Sus funciones principales incluyen la producción continua de agua de alta calidad con niveles de resistividad de hasta 18,2 megohm-cm, el monitoreo en tiempo real de los parámetros de calidad del agua y ciclos automatizados de regeneración. Entre sus características tecnológicas se incluyen sistemas de control avanzados con interfaces táctiles, capacidades de monitoreo remoto y protocolos integrados de garantía de calidad. El diseño en contenedor protege los equipos sensibles frente a factores ambientales, manteniendo al mismo tiempo condiciones operativas óptimas. Sus aplicaciones abarcan la fabricación farmacéutica, la producción de semiconductores, la generación de energía, la investigación en biotecnología y la industria de procesamiento químico. El sistema de agua de alta pureza en contenedor ofrece una solución llave en mano que elimina la necesidad de construir edificios especializados para tratamiento, reduciendo significativamente el tiempo de instalación y los gastos de capital. Gracias a sus componentes preensamblados y pruebas realizadas en fábrica, estos sistemas garantizan un rendimiento constante y el cumplimiento de las normativas industriales, incluidas las normas USP, EP y ASTM, suministrando agua ultrapura confiable dondequiera que sea necesaria.