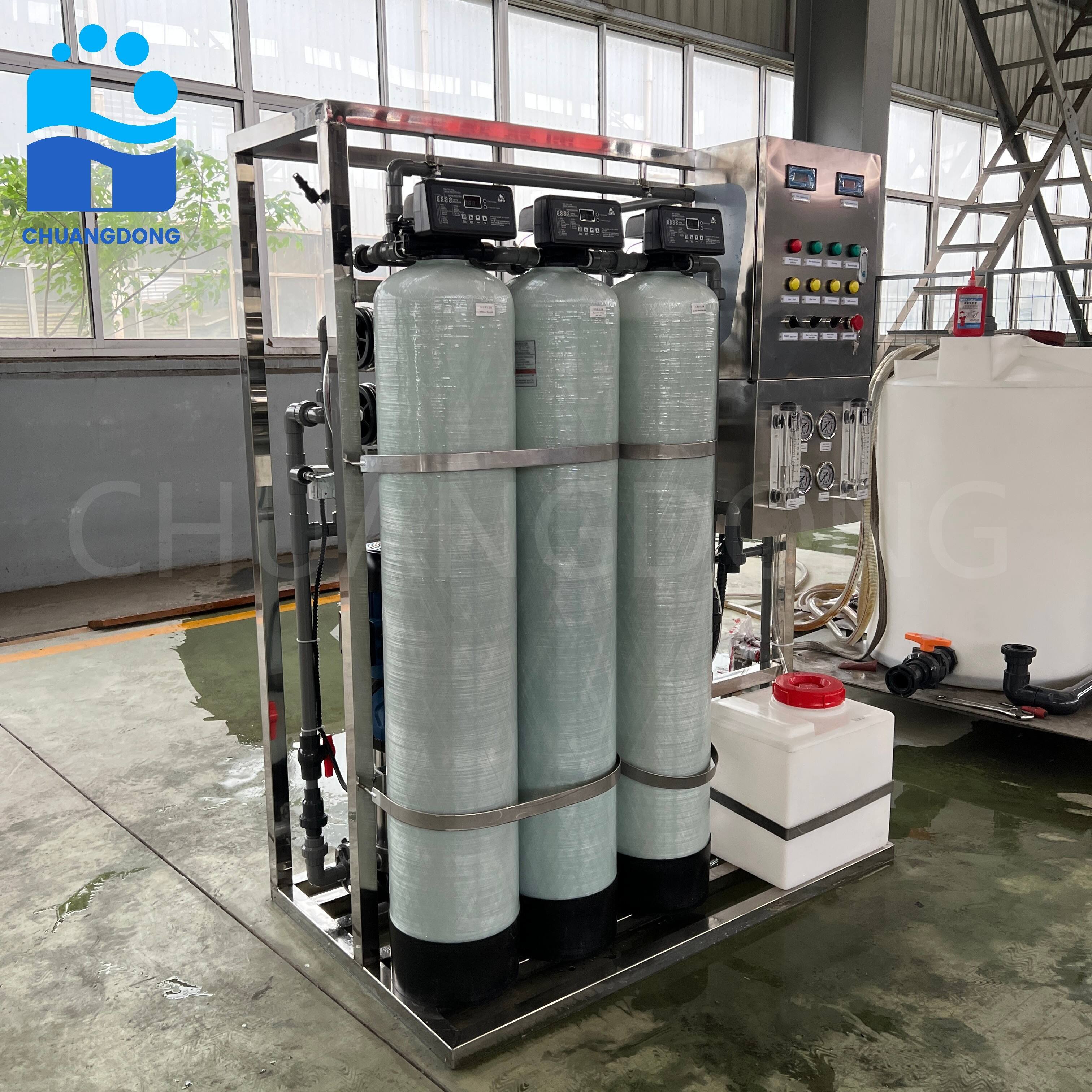
sistema containerizzato per acqua ad alta purezza
Un sistema containerizzato per acqua ad alta purezza è una soluzione innovativa per il trattamento dell'acqua, progettata per fornire acqua ultrapura per applicazioni industriali e di laboratorio critiche. Questo sistema avanzato integra diverse tecnologie di purificazione all'interno di un container marittimo standardizzato, creando un'unità mobile e autonoma in grado di produrre acqua conforme a rigorosi standard qualitativi. Il sistema containerizzato per acqua ad alta purezza combina processi di osmosi inversa, deionizzazione, ultrafiltrazione e sterilizzazione mediante raggi UV per rimuovere contaminanti, minerali, batteri e composti organici. Questi sistemi modulari sono progettati per un rapido impiego e un facile spostamento, rendendoli ideali per strutture che richiedono un'infrastruttura flessibile per il trattamento dell'acqua. Le funzioni principali includono la produzione continua di acqua di elevata qualità con valori di resistività fino a 18,2 megohm-cm, il monitoraggio in tempo reale dei parametri qualitativi dell'acqua e cicli automatizzati di rigenerazione. Le caratteristiche tecnologiche comprendono sistemi di controllo avanzati con interfacce touch screen, capacità di monitoraggio remoto e protocolli integrati di garanzia della qualità. La progettazione containerizzata protegge le attrezzature sensibili da fattori ambientali, mantenendo nel contempo condizioni operative ottimali. Le applicazioni spaziano dalla produzione farmaceutica, alla fabbricazione di semiconduttori, alla generazione di energia, alla ricerca biotecnologica e ai processi chimici industriali. Il sistema containerizzato per acqua ad alta purezza offre una soluzione chiavi in mano che elimina la necessità di costruire edifici dedicati per il trattamento, riducendo in modo significativo i tempi di installazione e le spese in conto capitale. Grazie ai componenti preassemblati e ai test effettuati in fabbrica, questi sistemi garantiscono prestazioni costanti e conformità alle normative di settore, tra cui gli standard USP, EP e ASTM, fornendo acqua ultrapura affidabile ovunque sia necessaria.