industrial water solutions
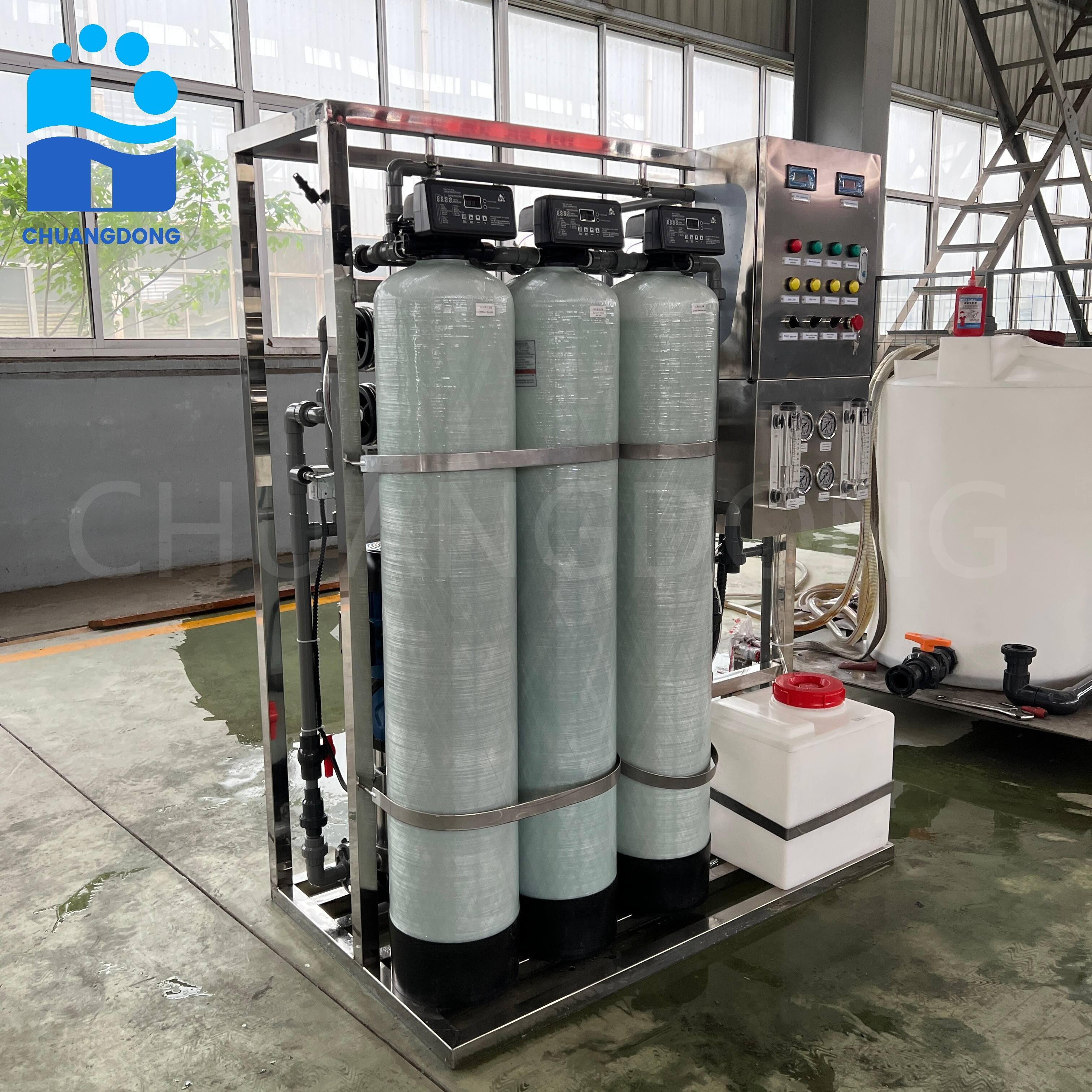
Industrial water solutions encompass comprehensive systems designed to treat, purify, and manage water for manufacturing facilities, processing plants, and large-scale operations. These solutions address critical challenges including water scarcity, regulatory compliance, and operational efficiency. Modern industrial water solutions integrate advanced filtration technologies, chemical treatment processes, and automated monitoring systems to deliver consistent water quality tailored to specific industrial requirements. The main functions include removing contaminants, softening hard water, preventing scale buildup, controlling corrosion, and recycling wastewater for sustainable operations. Technological features incorporate reverse osmosis membranes, ultrafiltration units, ion exchange systems, and UV disinfection modules that work synergistically to achieve desired water specifications. Applications span diverse industries such as pharmaceutical manufacturing, food and beverage production, power generation, petrochemical refining, electronics fabrication, and automotive manufacturing. Each sector demands unique water quality parameters that industrial water solutions can customize through modular design and scalable configurations. Advanced control systems provide real-time monitoring of water parameters, ensuring continuous optimization and immediate response to quality deviations. These solutions also emphasize water conservation through closed-loop recycling systems that minimize freshwater consumption and reduce wastewater discharge. By implementing comprehensive industrial water solutions, facilities achieve regulatory compliance, extend equipment lifespan, improve product quality, and demonstrate environmental responsibility while maintaining cost-effective operations throughout their production processes.