












Introduction
Modern industrial facilities across the globe face increasing challenges in water treatment and purification, requiring reliable, efficient, and compliant solutions that can be rapidly deployed and seamlessly integrated into existing operations. The CE/ISO Certified Containerized Water Treatment Systems | 50-500 m³/d Industrial RO System represents the pinnacle of advanced water treatment technology, combining robust reverse osmosis capabilities with the convenience of containerized design. These systems address the critical need for high-quality water purification in industrial environments where space constraints, mobility requirements, and stringent quality standards converge to demand innovative engineering solutions.
Engineered for versatility and performance, these containerized water treatment solutions eliminate the complexities traditionally associated with on-site construction and installation of conventional treatment facilities. The plug-and-play design philosophy ensures that facilities can achieve operational readiness within minimal timeframes while maintaining the highest standards of water quality output. This revolutionary approach to industrial water treatment has transformed how businesses approach their purification needs, offering unprecedented flexibility without compromising on performance or regulatory compliance.
Product Overview
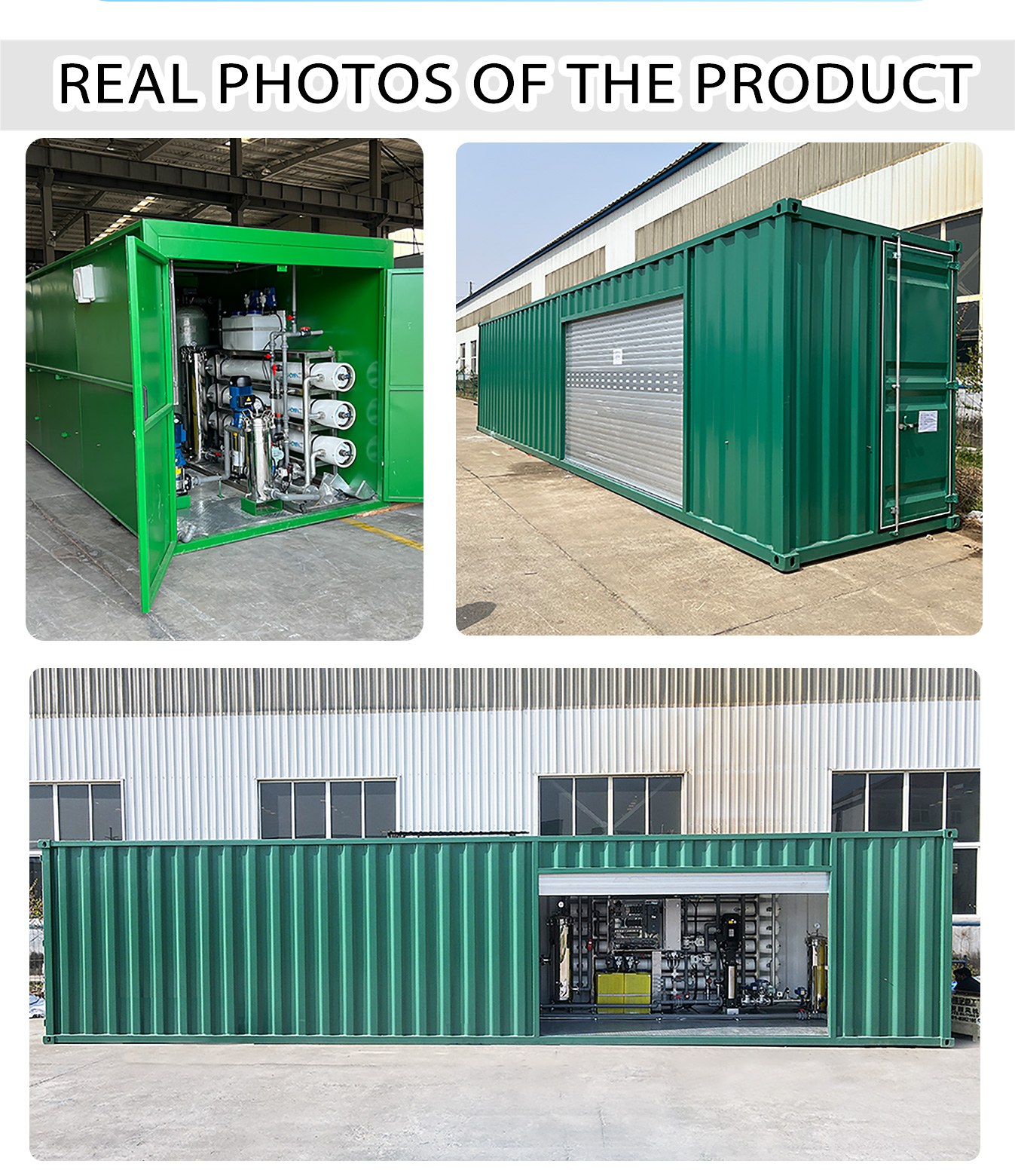
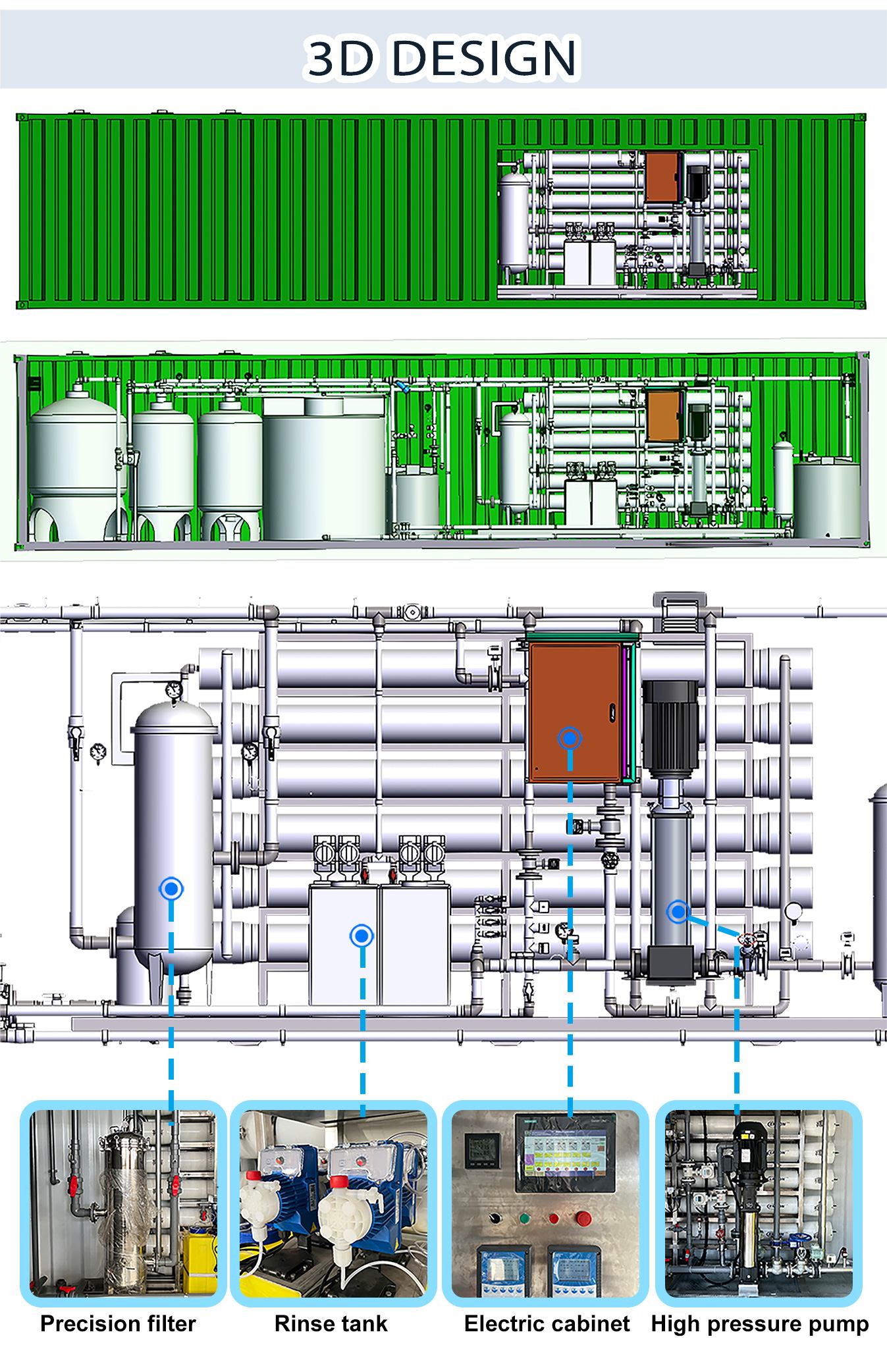
The CE/ISO Certified Containerized Water Treatment Systems represent a comprehensive solution that integrates advanced reverse osmosis technology within a robust, weatherproof container framework. These systems are meticulously designed to handle diverse feedwater sources while delivering consistent, high-purity output suitable for a wide range of industrial applications. The containerized design provides complete protection for all internal components while ensuring accessibility for maintenance and monitoring operations.
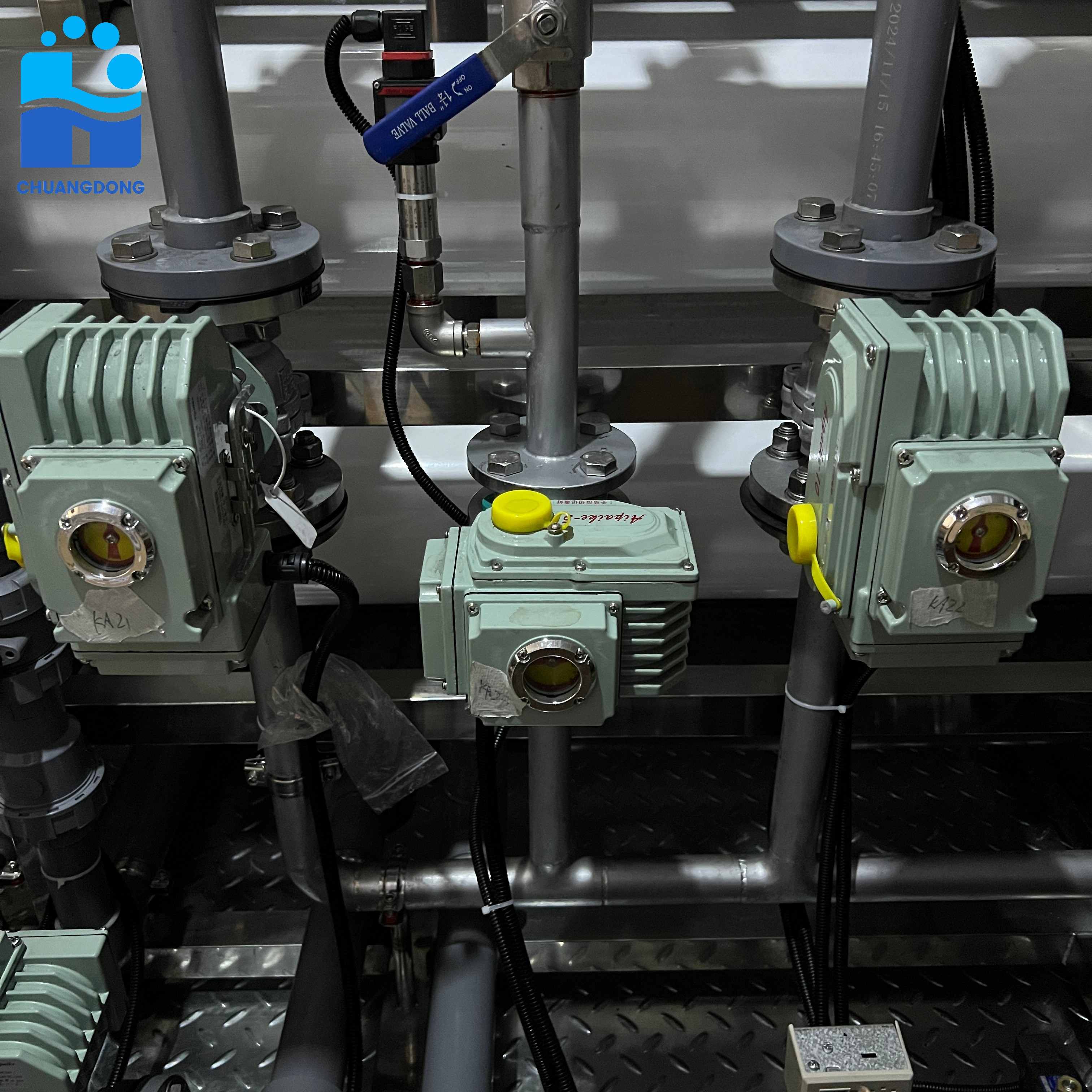
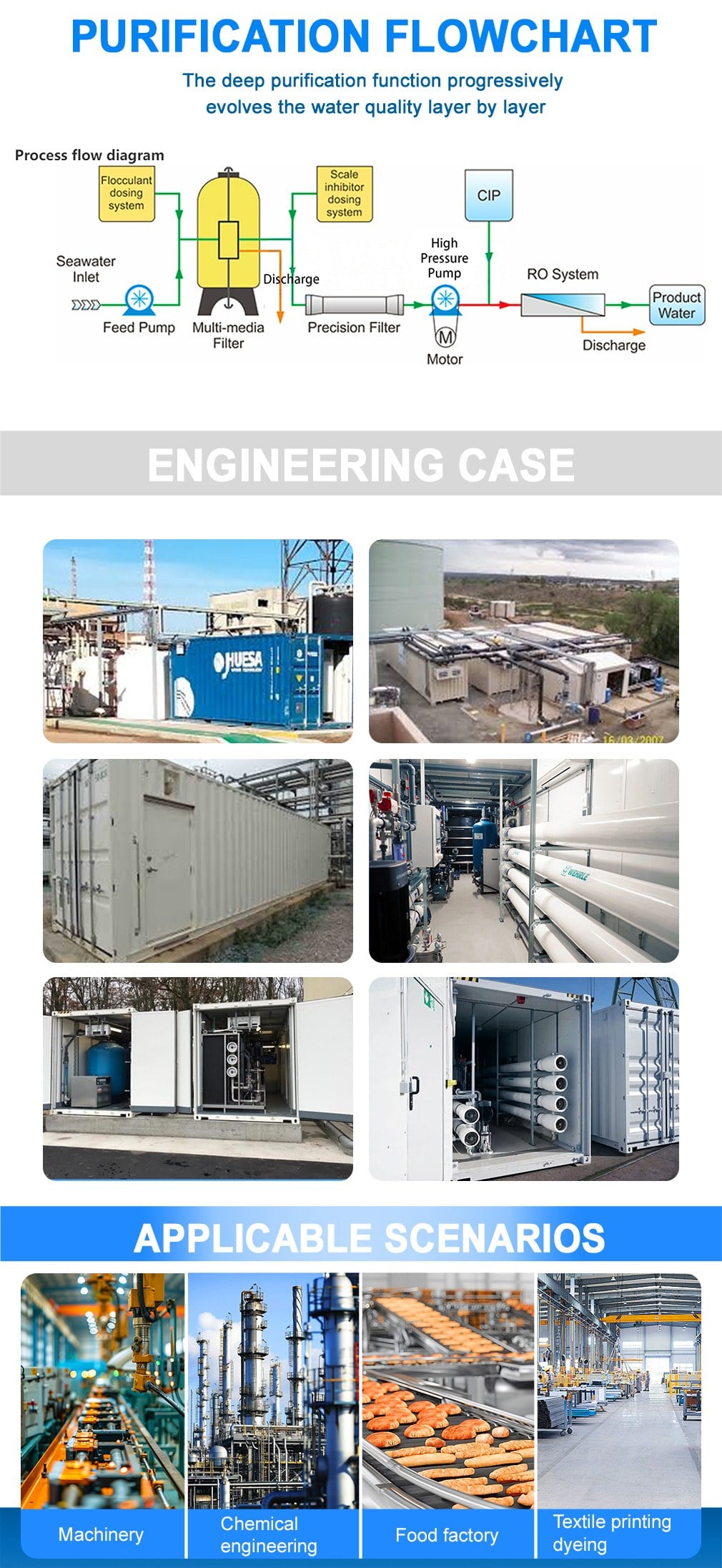
Each system incorporates multiple stages of filtration and purification, beginning with pre-treatment modules that condition the incoming water and extend the operational life of downstream components. The heart of the system lies in its sophisticated reverse osmosis membrane arrays, which effectively remove dissolved salts, organic compounds, and other contaminants to produce water that meets or exceeds industry standards. Advanced control systems continuously monitor performance parameters and automatically adjust operating conditions to maintain optimal efficiency and output quality.
The modular architecture of these containerized systems allows for scalable deployment, enabling facilities to implement treatment capacity that precisely matches their current requirements while maintaining the flexibility to expand as operational demands evolve. This scalability extends beyond simple capacity increases to encompass different treatment configurations, allowing customization for specific water chemistry challenges or particular purity requirements dictated by downstream processes.
Features & Benefits
Advanced Reverse Osmosis Technology
The reverse osmosis technology embedded within these containerized systems represents the latest advancements in membrane science and engineering. High-performance membranes deliver exceptional contaminant rejection rates while maintaining energy efficiency that significantly reduces operational costs. The membrane configuration is optimized to handle varying feedwater qualities, ensuring consistent performance across different geographic locations and seasonal variations in source water characteristics.
Weatherproof Container Design
The robust container housing provides comprehensive protection against environmental extremes, ensuring reliable operation in diverse climatic conditions. Insulation systems maintain optimal operating temperatures for all components, while ventilation systems prevent humidity buildup and ensure proper air circulation. The structural integrity of the container design allows for safe transportation and installation in challenging locations where traditional treatment facilities would be impractical or impossible to construct.
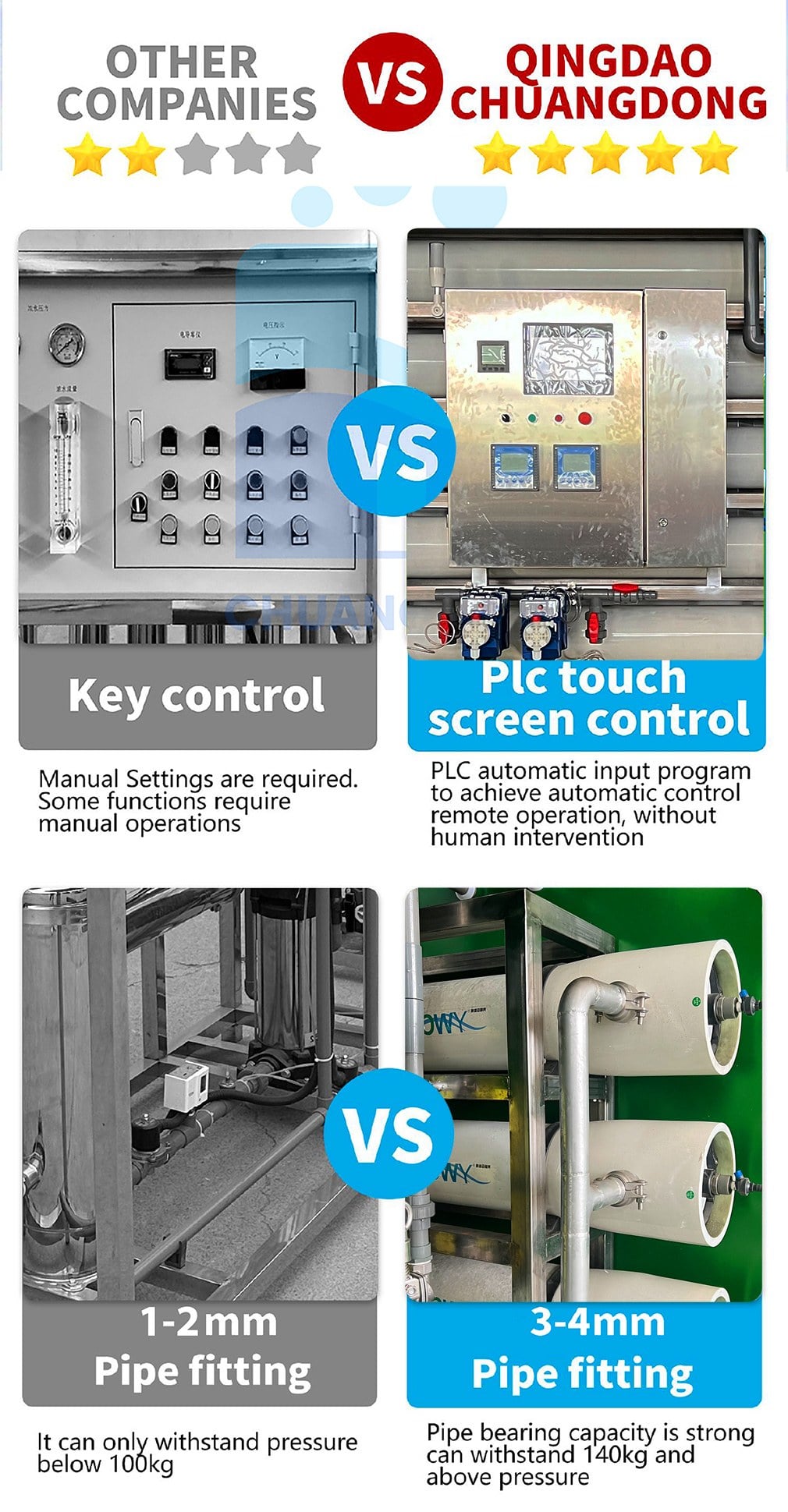
Intelligent Control Systems
Sophisticated automation and monitoring systems provide real-time oversight of all operational parameters, enabling proactive maintenance scheduling and optimized performance management. Remote monitoring capabilities allow operators to oversee system performance from central locations, reducing the need for on-site personnel while ensuring rapid response to any operational anomalies. The user-friendly interface simplifies daily operations and provides comprehensive data logging for regulatory compliance and performance analysis.
Applications & Use Cases
Manufacturing industries rely on these containerized water treatment systems to provide consistent, high-quality process water that meets stringent production requirements. Electronics manufacturing facilities utilize the systems to produce ultrapure water essential for semiconductor fabrication and precision cleaning operations. Pharmaceutical and biotechnology companies depend on the reliable output quality to support critical manufacturing processes where water purity directly impacts product quality and regulatory compliance.
Food and beverage processing operations benefit from the mobility and reliability of containerized systems, particularly in facilities where rapid deployment or temporary installation is required. The systems provide the flexibility needed during facility expansions, equipment maintenance periods, or seasonal production increases. Bottled water production facilities appreciate the scalable nature of these systems, allowing capacity adjustments that align with market demand fluctuations while maintaining consistent product quality.
Mining and oil exploration operations in remote locations find containerized water treatment systems invaluable for establishing reliable water supplies where traditional infrastructure is unavailable. The self-contained nature of these systems enables rapid deployment to support drilling operations, camp facilities, and industrial processes in challenging geographic locations. Emergency response applications also benefit from the mobility and quick-deployment characteristics, providing critical water treatment capability during natural disasters or infrastructure failures.
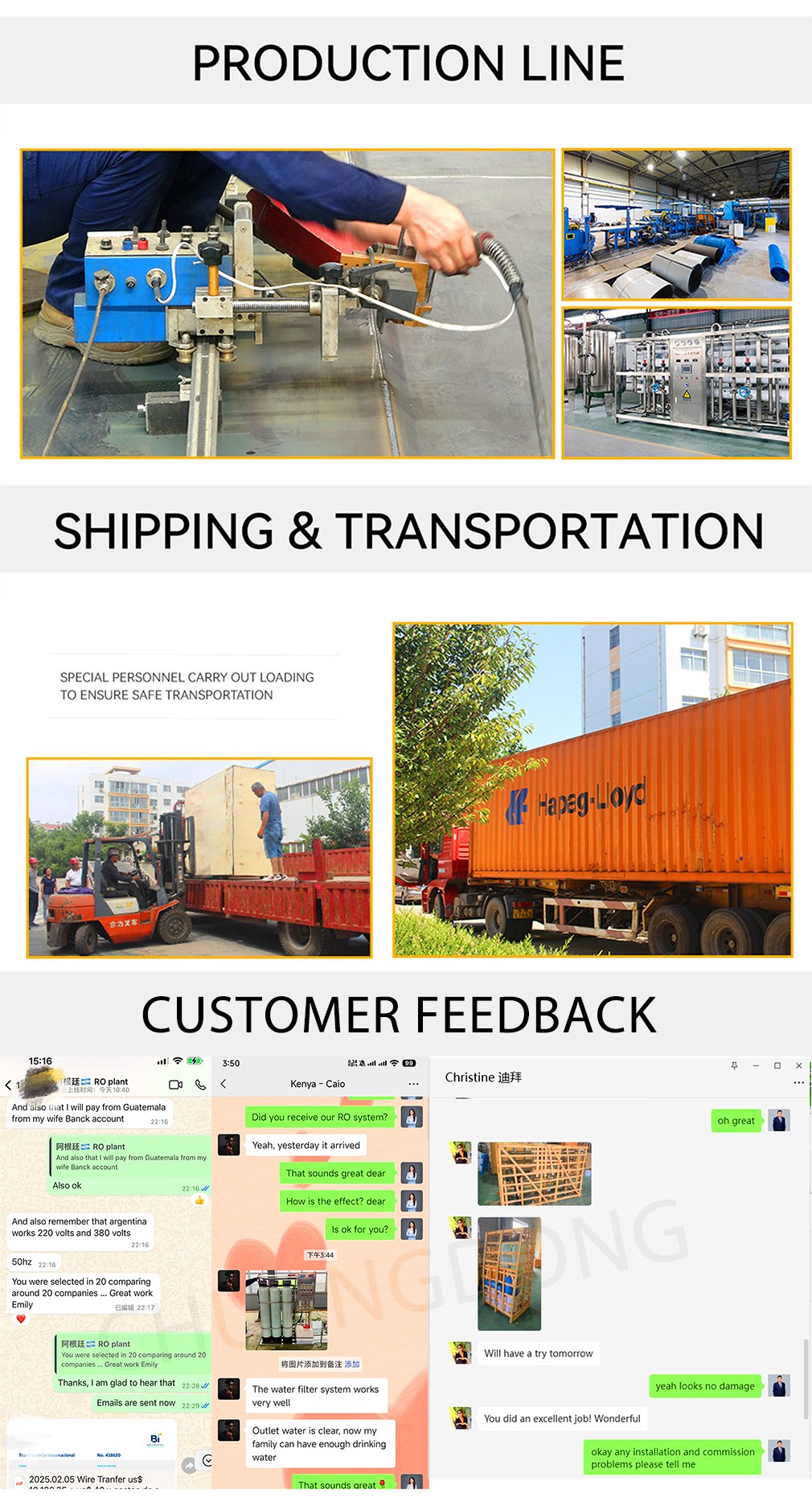
Quality Control & Compliance
Comprehensive quality assurance protocols ensure that every CE/ISO Certified Containerized Water Treatment System meets the highest international standards for performance, safety, and reliability. The manufacturing process incorporates rigorous testing procedures that validate component performance, system integration, and overall operational capability before shipment. Quality control extends beyond initial manufacturing to encompass ongoing support services that help maintain peak performance throughout the system lifecycle.
Compliance with CE marking requirements demonstrates conformity with European Union safety, health, and environmental protection standards, while ISO certification validates adherence to internationally recognized quality management systems. These certifications provide assurance to international buyers that the systems meet stringent regulatory requirements and can be confidently deployed in regulated environments worldwide. Regular audits and continuous improvement processes ensure that manufacturing standards remain current with evolving regulatory requirements.
Documentation packages accompanying each system include comprehensive compliance certificates, performance test results, and operational manuals that facilitate regulatory approval processes in target markets. The standardized approach to quality documentation simplifies the procurement process for international buyers while ensuring that all necessary regulatory requirements are addressed before system deployment.
Customization & Branding Options
Extensive customization capabilities enable the adaptation of containerized water treatment systems to specific operational requirements and aesthetic preferences. Technical modifications can accommodate unique feedwater characteristics, specialized output requirements, or integration with existing facility infrastructure. The modular design philosophy facilitates these customizations without compromising system reliability or certification compliance.
Branding and aesthetic customization options allow customers to align the system appearance with corporate identity standards or facility design requirements. External finishes can be modified to incorporate company colors, logos, and signage while maintaining the protective characteristics of the container housing. Interior layout modifications can optimize accessibility and maintenance workflows to match specific operational preferences or space constraints.
Advanced customization extends to control system interfaces, enabling integration with existing facility management systems or adaptation to specific monitoring and reporting requirements. These modifications ensure seamless integration into diverse operational environments while maintaining the standardized performance and reliability characteristics that define the core system design.
Packaging & Logistics Support
Comprehensive packaging and logistics support ensures safe transportation and efficient delivery of containerized water treatment systems to international destinations. The inherent container design simplifies shipping logistics while providing maximum protection for internal components during transit. Specialized securing systems prevent component damage while maintaining accessibility for inspection and customs clearance procedures.
Documentation packages include detailed shipping manifests, technical specifications, and customs documentation that facilitate smooth international shipping processes. Coordination with freight forwarders and customs brokers streamlines the import process for international buyers, reducing delays and ensuring compliance with local import requirements. The standardized container dimensions ensure compatibility with global shipping infrastructure, enabling cost-effective transportation to virtually any destination worldwide.
Installation support services complement the logistics capabilities, providing technical guidance and coordination assistance to ensure proper system deployment and commissioning. Remote technical support during installation reduces the need for on-site technical personnel while ensuring optimal system setup and initial operational performance.
Why Choose Us
Our company brings extensive experience in developing and manufacturing advanced water treatment solutions for international markets, establishing a reputation for innovation, quality, and reliability that spans multiple continents and diverse industries. This long-standing expertise in engineered water treatment systems provides the foundation for delivering containerized solutions that meet the evolving needs of modern industrial operations.
Global collaboration networks enable us to understand regional requirements and preferences while maintaining standardized quality and performance characteristics across all markets. Our commitment to continuous innovation ensures that our CE/ISO Certified Containerized Water Treatment Systems incorporate the latest technological advancements while maintaining the proven reliability that customers depend upon for critical operations.
As a recognized industrial water treatment solutions provider, we offer comprehensive support services that extend beyond initial system delivery to encompass ongoing technical assistance, maintenance guidance, and performance optimization consultation. This holistic approach to customer support ensures maximum return on investment while minimizing operational disruptions throughout the system lifecycle.
Conclusion
The CE/ISO Certified Containerized Water Treatment Systems represent a paradigm shift in industrial water treatment, combining advanced reverse osmosis technology with innovative containerized design to deliver unprecedented flexibility and performance. These systems address the complex challenges facing modern industrial facilities by providing reliable, compliant, and scalable water treatment solutions that can be rapidly deployed and efficiently operated across diverse applications and geographic locations. The comprehensive engineering approach, from initial design through ongoing support services, ensures that customers receive maximum value while meeting their most demanding water quality requirements with confidence and efficiency.





