commercial ro plant manufacturers
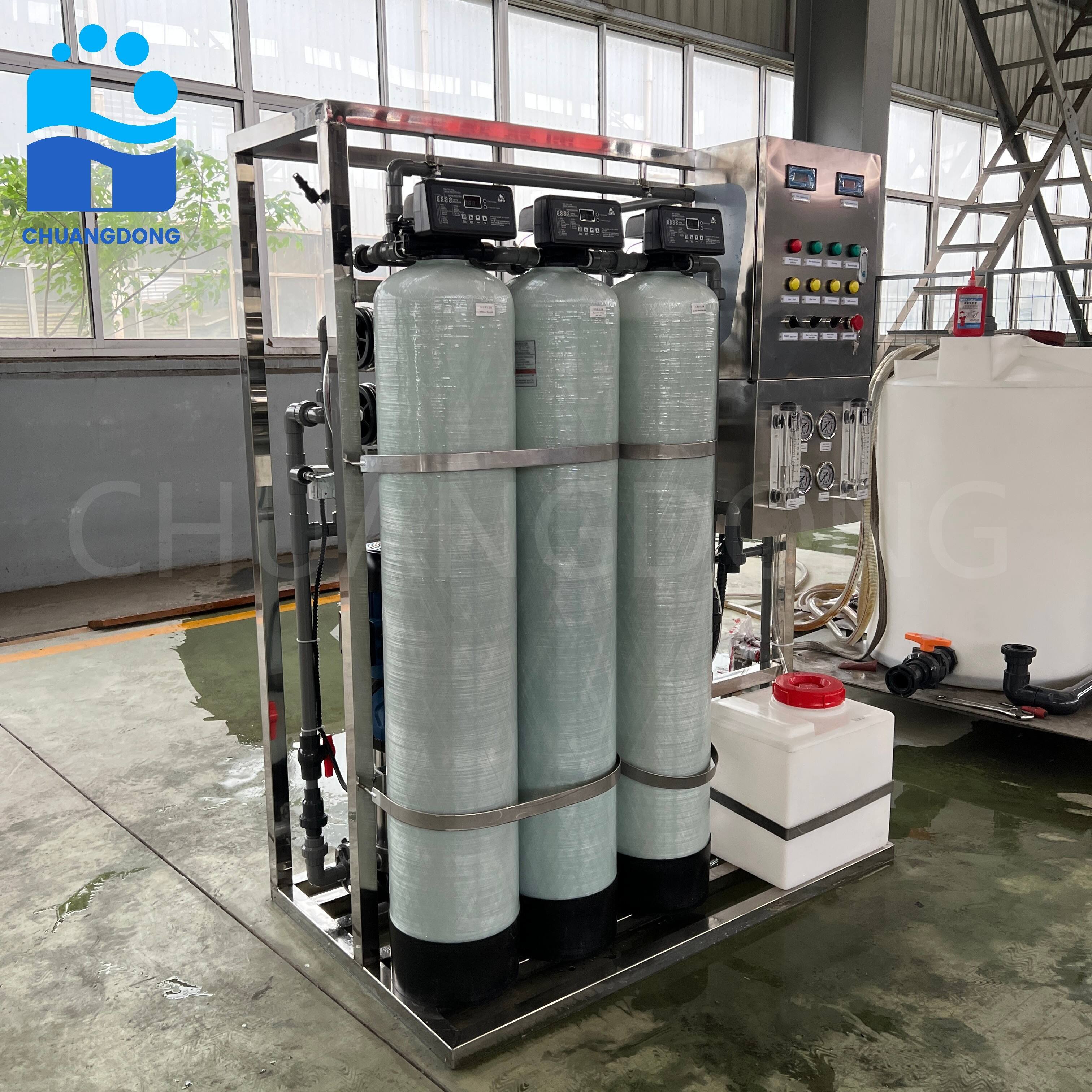
Commercial RO plant manufacturers design and produce advanced reverse osmosis water purification systems tailored for businesses, institutions, and industrial operations requiring high-volume clean water supply. These manufacturers specialize in engineering robust filtration systems that remove contaminants, dissolved solids, bacteria, and harmful chemicals from various water sources. The main function of systems produced by commercial ro plant manufacturers involves forcing water through semi-permeable membranes under pressure, effectively separating pure water from impurities. Technological features include multi-stage filtration processes, automated control panels with real-time monitoring, energy-efficient high-pressure pumps, and corrosion-resistant components designed for continuous operation. Leading commercial ro plant manufacturers integrate smart technologies such as IoT connectivity, automated flushing systems, and predictive maintenance alerts to optimize performance and reduce downtime. These systems find applications across diverse sectors including hospitality facilities, educational institutions, healthcare centers, food and beverage processing plants, pharmaceutical manufacturing, commercial laundries, car wash stations, and office buildings. The capacity range varies from compact units processing hundreds of gallons daily to large-scale industrial plants handling tens of thousands of gallons per hour. Commercial ro plant manufacturers also provide customized solutions based on source water quality, required output volume, space constraints, and specific industry regulations, ensuring each system delivers consistent water quality while maintaining operational efficiency and cost-effectiveness throughout its service life.