ro plant machine price
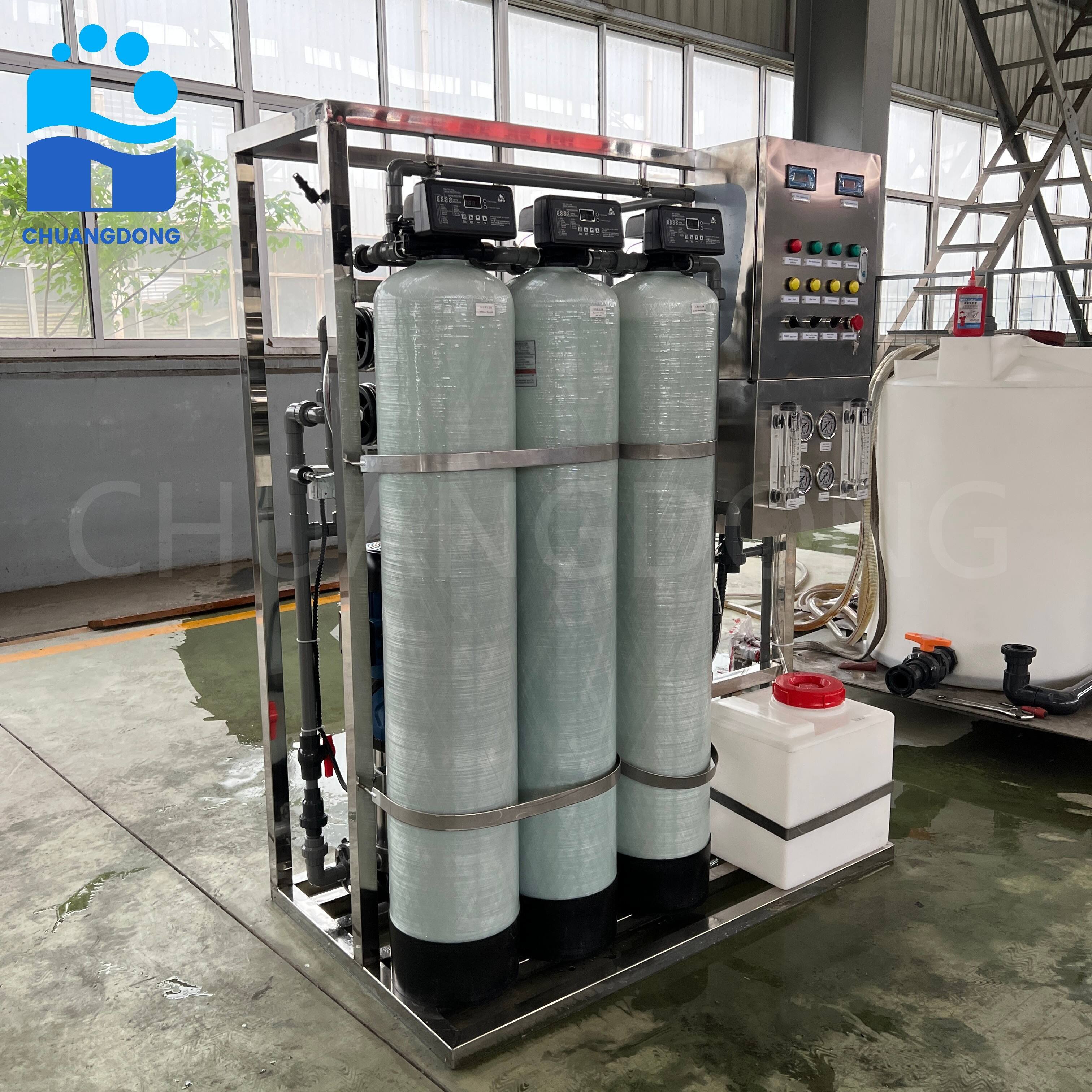
Understanding the ro plant machine price is essential for businesses and communities seeking reliable water purification solutions. RO plant machines utilize reverse osmosis technology to remove contaminants, dissolved solids, and impurities from water, delivering safe drinking water for various applications. The ro plant machine price varies significantly based on capacity, technology specifications, and automation features. These systems typically range from compact units for small offices to large-scale industrial installations. The main functions include multi-stage filtration, membrane separation, and automated monitoring systems that ensure consistent water quality. Technological features encompass high-pressure pumps, semi-permeable membranes, pre-treatment filters, and control panels with digital displays. Modern RO plants incorporate energy-efficient components and smart sensors that optimize performance while reducing operational costs. Applications span residential complexes, commercial establishments, hospitals, schools, manufacturing facilities, and bottling plants. When evaluating the ro plant machine price, consider factors such as daily water production capacity measured in liters per hour, membrane quality, brand reputation, and after-sales service availability. The investment in an RO plant machine delivers long-term value through reduced dependency on bottled water, improved health outcomes, and compliance with water quality standards. Pricing structures typically include the base equipment cost, installation charges, and optional maintenance packages that protect your investment over time.