industrial ro system price
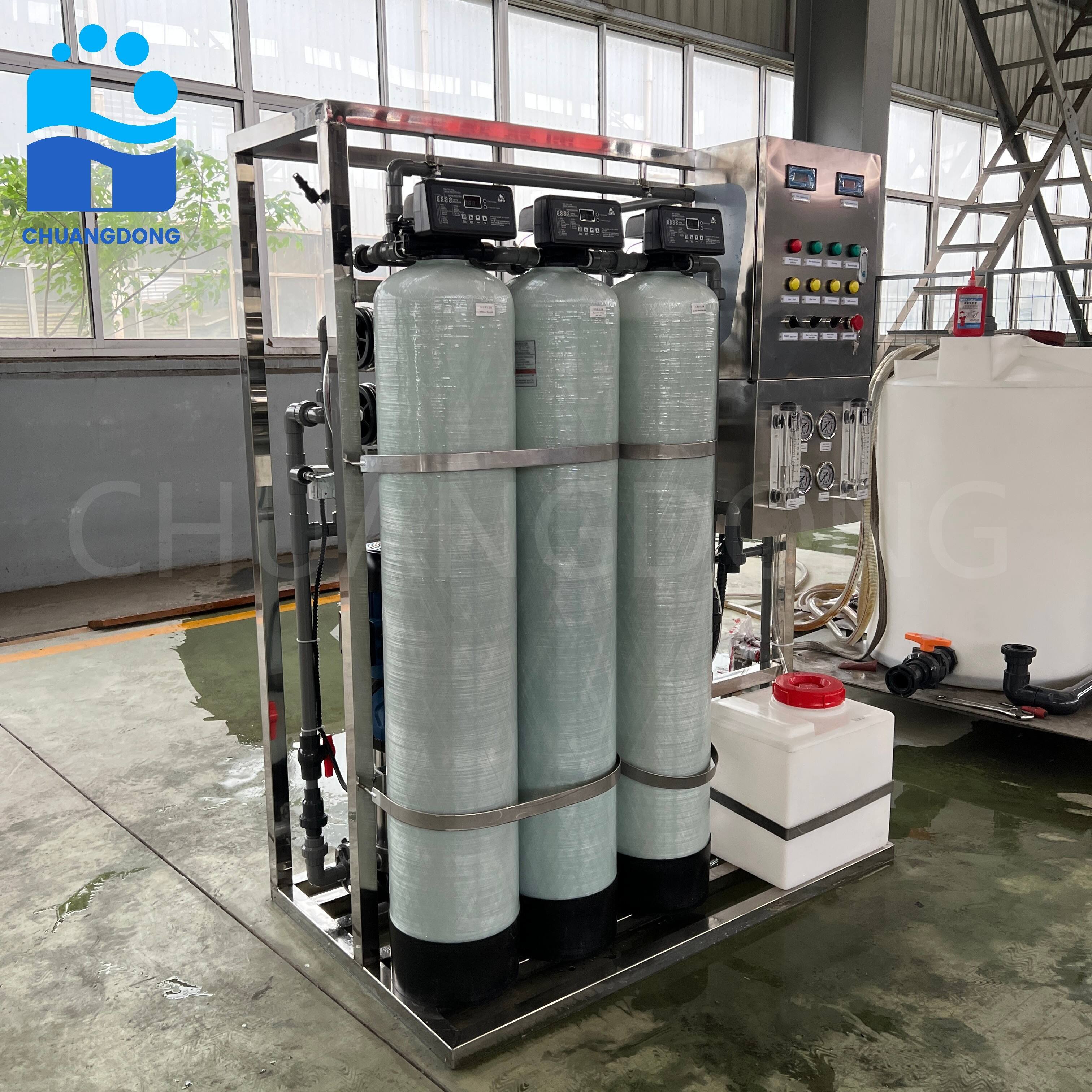
Understanding the industrial ro system price is essential for businesses seeking efficient water purification solutions. Industrial reverse osmosis systems use semi-permeable membrane technology to remove contaminants, dissolved solids, and impurities from water, delivering high-quality purified water for manufacturing, food processing, pharmaceuticals, and other commercial applications. The industrial ro system price typically ranges from several thousand to hundreds of thousands of dollars, depending on capacity, configuration, and technological specifications. These systems work by applying pressure to force water through specialized membranes that filter out up to 99 percent of dissolved salts, minerals, bacteria, and organic compounds. Key technological features include multi-stage filtration, automated monitoring systems, energy recovery devices, and chemical dosing units that optimize performance and extend membrane lifespan. The industrial ro system price reflects factors such as production capacity measured in gallons per day, membrane type and quality, system automation level, pre-treatment requirements, and post-treatment components. Applications span numerous industries including power generation, automotive manufacturing, electronics production, beverage bottling, hospital operations, and hotel facilities. When evaluating the industrial ro system price, businesses must consider both initial capital investment and long-term operational costs including membrane replacement, energy consumption, maintenance requirements, and chemical usage to determine the total cost of ownership and return on investment.