industrial ro system
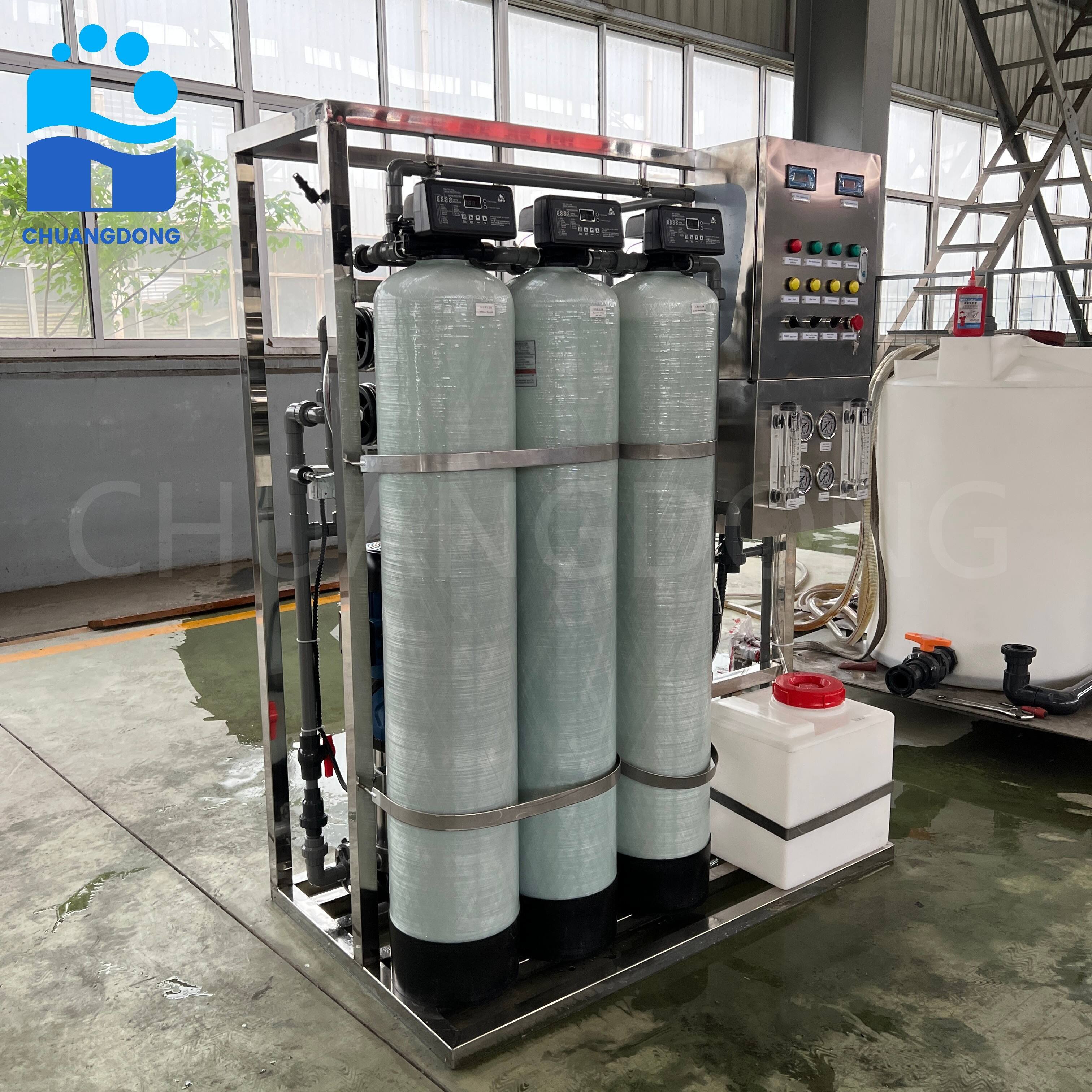
An industrial ro system is a sophisticated water purification technology designed to remove contaminants, dissolved solids, and impurities from large-scale water sources. This advanced filtration solution uses reverse osmosis membranes that force water through semi-permeable barriers under high pressure, effectively separating pure water from unwanted substances. The industrial ro system operates by applying pressure that exceeds the natural osmotic pressure, pushing water molecules through microscopic pores while blocking larger particles, minerals, salts, and organic compounds. These systems are engineered to handle substantial water volumes, making them essential for manufacturing facilities, pharmaceutical companies, food and beverage producers, and power generation plants. The technological framework includes pre-treatment stages with sediment filters and carbon filtration units that protect the delicate ro membranes from damage. Advanced monitoring systems track water quality parameters such as total dissolved solids, conductivity, and pH levels in real-time. The industrial ro system delivers consistently pure water that meets stringent regulatory standards and production requirements. Applications span diverse industries including electronics manufacturing where ultra-pure water is critical, chemical processing plants requiring precise water quality, hospitals needing sterile water supplies, and commercial facilities managing water resources efficiently. The modular design allows customization based on specific flow rates, water quality objectives, and operational constraints, ensuring each industrial ro system addresses unique purification challenges effectively.