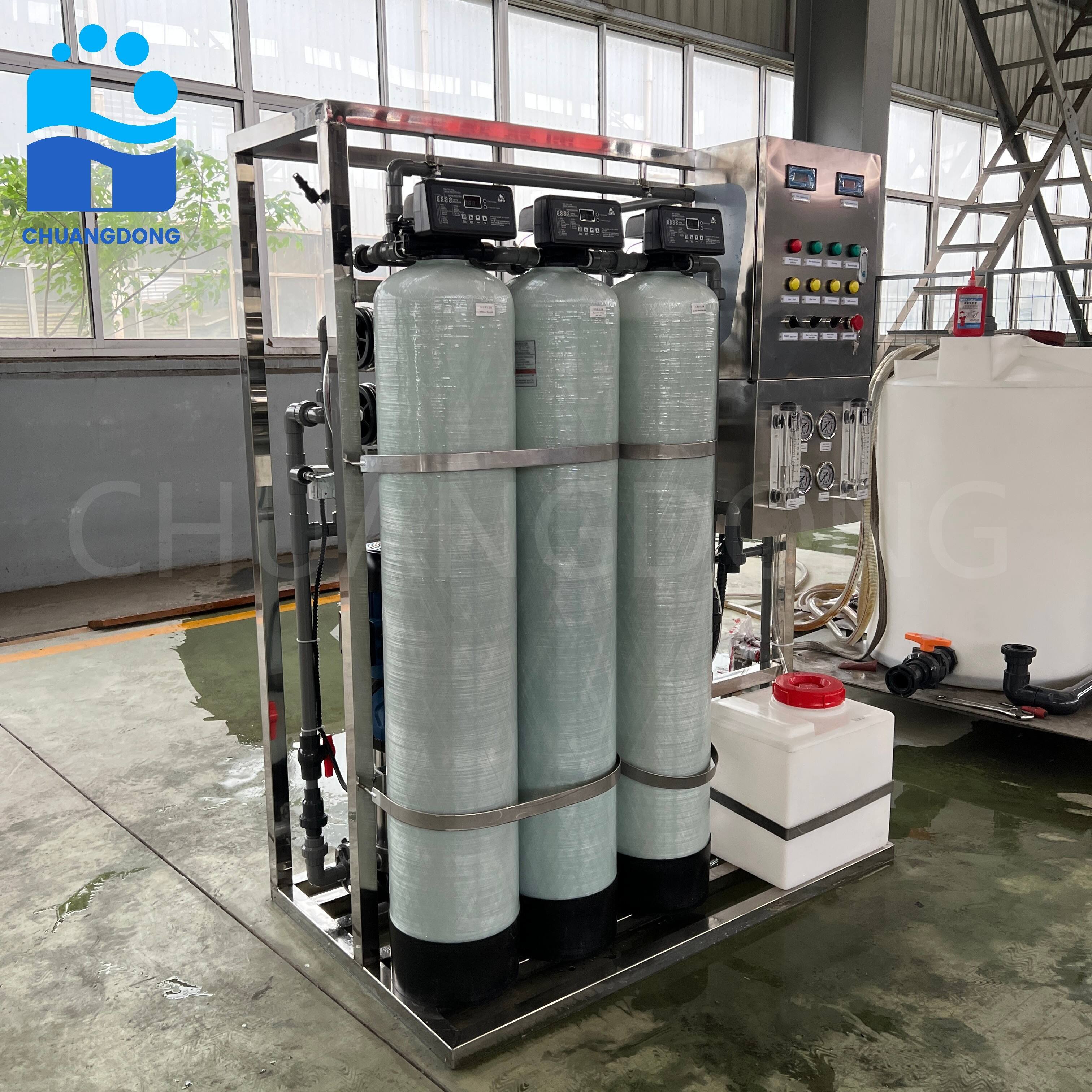
système industriel d'osmose inverse
Un système RO industriel est une technologie sophistiquée de purification de l’eau conçue pour éliminer les contaminants, les solides dissous et les impuretés provenant de sources d’eau à grande échelle. Cette solution avancée de filtration utilise des membranes d’osmose inverse qui forcent l’eau à traverser des barrières semi-perméables sous haute pression, séparant ainsi efficacement l’eau pure des substances indésirables. Le système RO industriel fonctionne en appliquant une pression supérieure à la pression osmotique naturelle, ce qui pousse les molécules d’eau à travers des pores microscopiques tout en bloquant les particules plus volumineuses, les minéraux, les sels et les composés organiques. Ces systèmes sont conçus pour traiter de grands volumes d’eau, ce qui les rend essentiels dans les installations manufacturières, les entreprises pharmaceutiques, les producteurs alimentaires et de boissons, ainsi que les centrales de production d’énergie. Le cadre technologique comprend des étapes de prétraitement équipées de filtres à sédiments et d’unités de filtration au carbone actif, destinées à protéger les membranes RO délicates contre les dommages. Des systèmes de surveillance avancés suivent en temps réel les paramètres de qualité de l’eau, tels que la teneur totale en solides dissous, la conductivité et le pH. Le système RO industriel fournit de façon constante une eau parfaitement pure, conforme aux normes réglementaires strictes et aux exigences de production. Ses applications couvrent des secteurs variés, notamment la fabrication d’électronique, où l’eau ultra-pure est critique, les usines de transformation chimique nécessitant une qualité d’eau précise, les hôpitaux qui doivent disposer d’un approvisionnement en eau stérile, et les installations commerciales soucieuses d’une gestion efficace des ressources en eau. Sa conception modulaire permet une personnalisation selon les débits spécifiques, les objectifs de qualité de l’eau et les contraintes opérationnelles, garantissant ainsi que chaque système RO industriel répond efficacement à des défis de purification uniques.