























Introduction
Le traitement industriel de l’eau est devenu un pilier essentiel de l’excellence manufacturière, de la conformité environnementale et de la durabilité opérationnelle dans des secteurs variés. usine de purification d'eau par osmose inverse (RO) industrielle personnalisée, capacité de 100 à 500 tonnes, usine de traitement des eaux, système d'osmose inverse, purificateurs d'eau avec membrane RO représente une solution sophistiquée conçue pour répondre aux exigences rigoureuses en matière de qualité de l’eau des installations industrielles modernes. Ce système complet d’osmose inverse associe une technologie membranaire avancée à des configurations personnalisables afin de fournir en continu une eau de haute pureté adaptée à diverses applications industrielles.
L’accent croissant mis sur la conservation de l’eau, les normes de qualité rigoureuses et la responsabilité environnementale a accru la demande de solutions industrielles robustes de purification de l’eau. Cette osmose inverse station de traitement des eaux répond à ces défis grâce à des principes de conception innovants, intégrant des technologies de filtration de pointe et des systèmes de commande intelligents qui optimisent les performances tout en réduisant les coûts d’exploitation et l’impact environnemental.
Aperçu du produit
La usine de purification d'eau par osmose inverse (RO) industrielle personnalisée, capacité de 100 à 500 tonnes, usine de traitement des eaux, système d'osmose inverse, purificateurs d'eau avec membrane RO constitue une solution complète de traitement de l’eau conçue pour les opérations industrielles de moyenne à grande envergure. Ce système sophistiqué intègre plusieurs étapes de purification, la technologie des membranes d’osmose inverse constituant le mécanisme de filtration principal permettant d’éliminer les matières dissoutes, les contaminants et les impuretés présents dans l’eau brute.
Construit à partir de composants industriels et conçu pour un fonctionnement continu, cette usine de purification d’eau présente une conception modulaire qui autorise des configurations d’installation flexibles ainsi que des possibilités d’extension futures. Le système intègre des étapes avancées de prétraitement, des membranes d’osmose inverse à haut rendement et un polissage post-traitement afin de garantir une qualité d’eau constante répondant ou dépassant les exigences spécifiques à chaque secteur industriel.
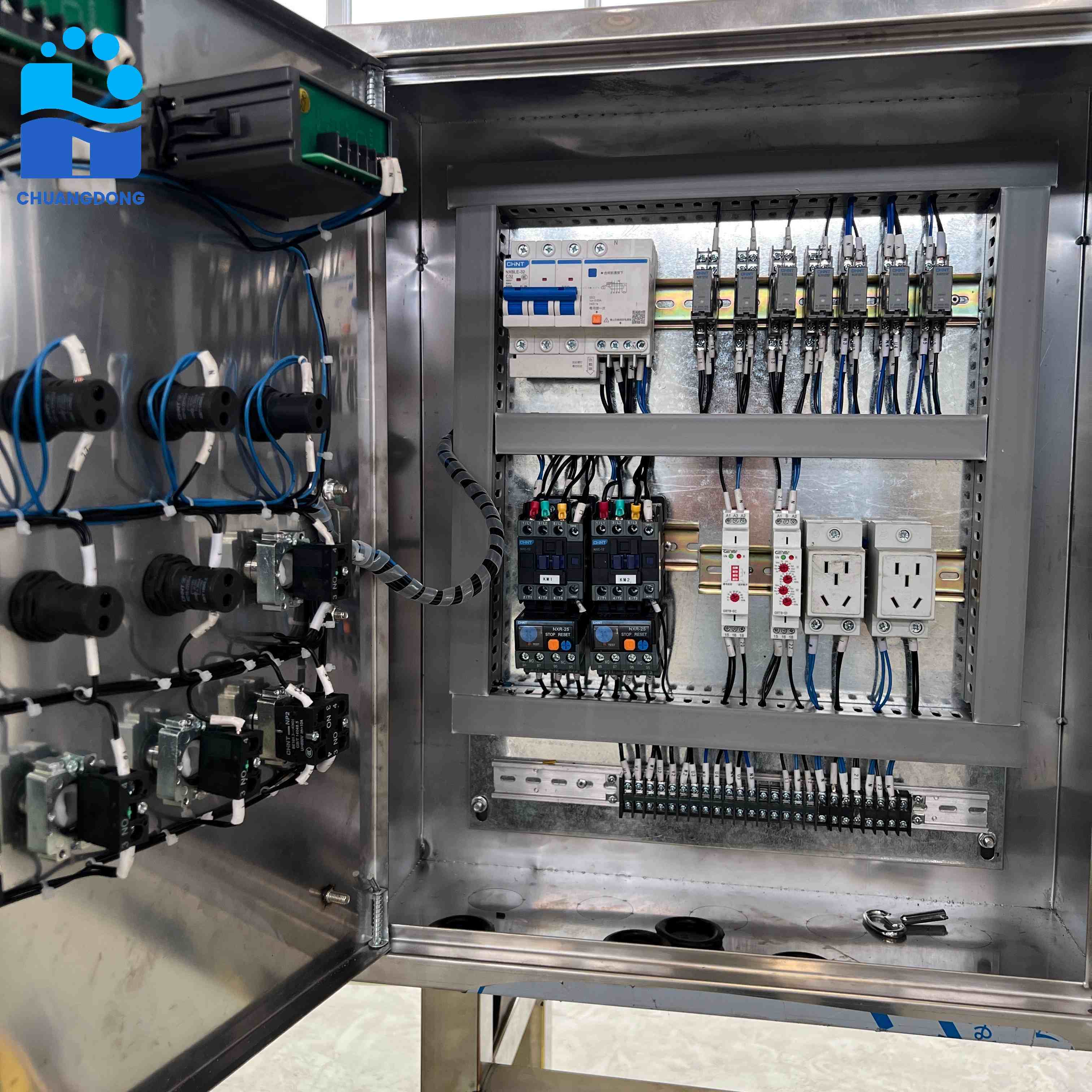
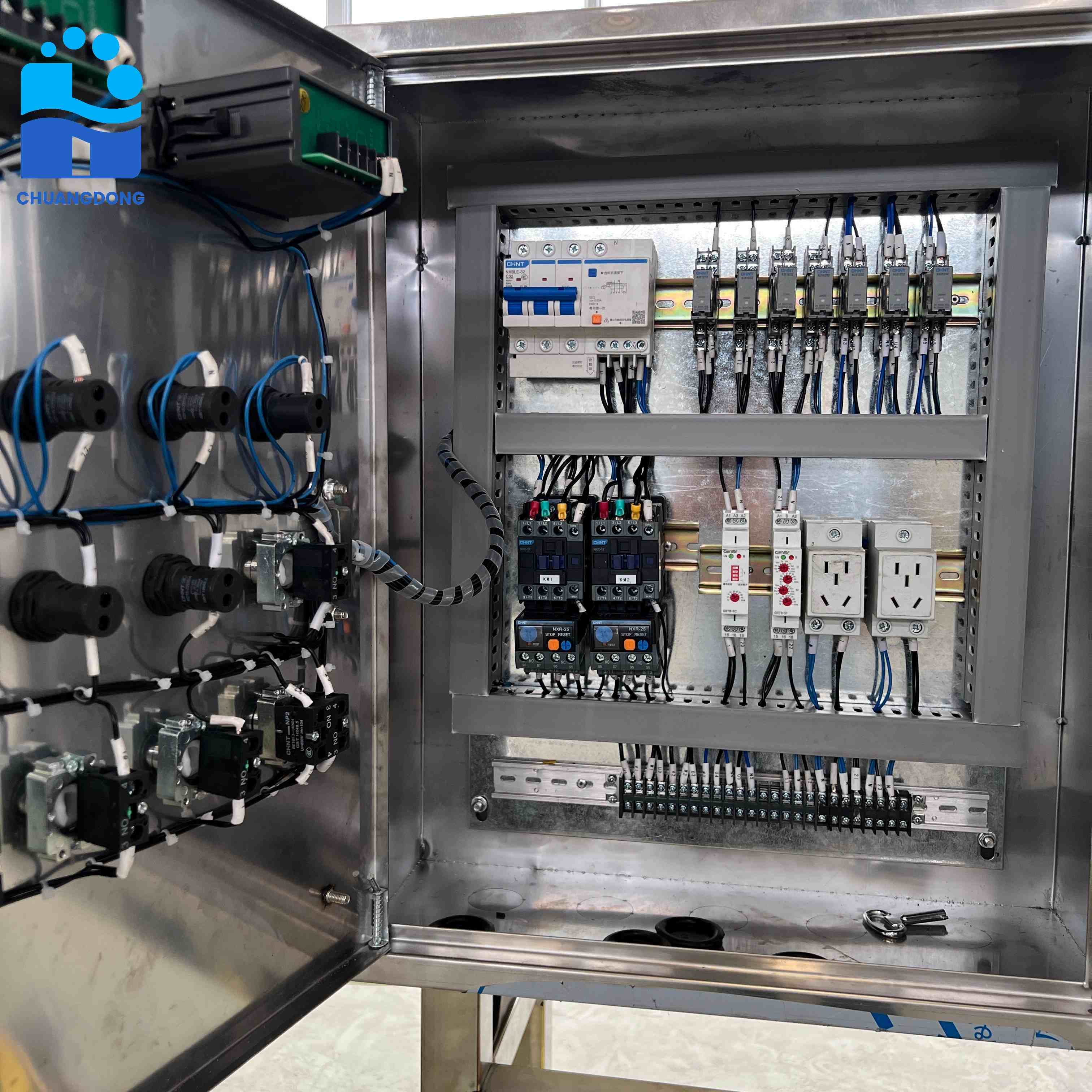
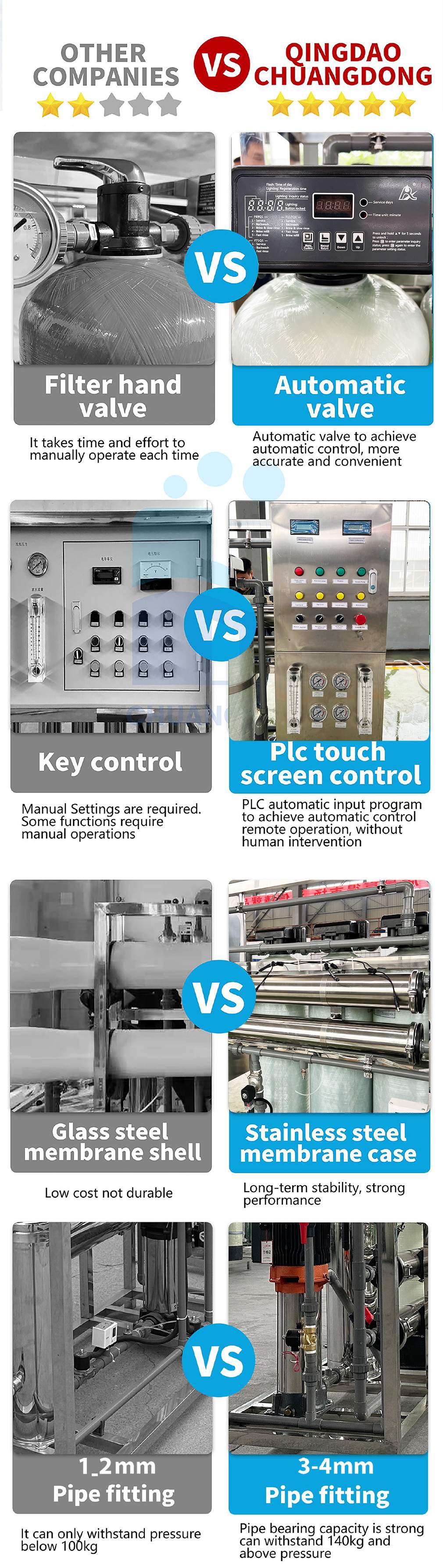
Le système de commande intelligent assure une surveillance en temps réel et un fonctionnement automatisé, grâce à des automates programmables qui optimisent les performances du système en fonction des conditions variables de l’eau d’alimentation et des profils de demande. Cette automatisation réduit les besoins en interventions manuelles tout en préservant un rendement optimal et en protégeant les composants membranaires sensibles contre les dommages ou une dégradation prématurée.
Caractéristiques et avantages
Technologie de Membrane Avancée
Le cœur de cette osmose inverse système de traitement d'eau réside dans sa configuration premium de membrane, utilisant des éléments enroulés en spirale à haut taux de rejet qui assurent une efficacité exceptionnelle dans l’élimination des contaminants. Ces membranes sont spécifiquement sélectionnées pour des applications industrielles, offrant des performances supérieures dans l’élimination des sels dissous, des métaux lourds, des composés organiques et des contaminants microbiologiques, tout en maintenant des débits stables de perméat dans des conditions de fonctionnement variables.
La conception du module membranaire intègre des propriétés anti-encrassement et une compatibilité chimique qui prolongent la durée de vie opérationnelle et réduisent les besoins en maintenance. Cela se traduit par un coût total de possession plus faible et une fiabilité accrue du système pour les opérations industrielles continues nécessitant une alimentation en eau ininterrompue.
Système complet de prétraitement
Les étapes intégrées de prétraitement protègent les membranes sensibles d’osmose inverse tout en optimisant les performances globales du système. La filtration sur lit multigranulaire élimine les matières en suspension et la turbidité, tandis que la filtration sur charbon actif élimine le chlore et les composés organiques susceptibles d’endommager les matériaux membranaires. Cette approche complète garantit une qualité constante de l’eau d’alimentation à l’étape d’osmose inverse, maximisant ainsi la durée de vie des membranes et maintenant des taux de rejet optimaux.
Les systèmes de dosage chimique permettent un ajustement précis du pH et une inhibition efficace des dépôts, prévenant ainsi l’encrassement et l’entartrage des membranes, problèmes fréquents dans les installations industrielles de traitement des eaux. Ces systèmes automatisés d’injection chimique ajustent les débits de dosage en fonction de la surveillance en temps réel de la qualité de l’eau, garantissant ainsi un traitement optimal tout en minimisant la consommation de produits chimiques et les coûts opérationnels.
Efficacité énergétique et optimisation de la récupération d’énergie
Cette usine de purification d’eau intègre des dispositifs de récupération d’énergie et des systèmes de pompage à haut rendement, ce qui réduit considérablement la consommation électrique par rapport aux configurations conventionnelles d’osmose inverse. La conception du système maximise les taux de récupération d’eau tout en respectant les spécifications de qualité de l’eau produite, réduisant ainsi les rejets de déchets et les coûts opérationnels.
Les variateurs de fréquence et les systèmes intelligents de commande des pompes ajustent leur fonctionnement en fonction des profils de demande et des conditions du système, optimisant ainsi davantage la consommation d'énergie. Cette approche permet non seulement de réduire les coûts d'exploitation, mais soutient également les initiatives en faveur de la durabilité et les objectifs de conformité environnementale.
Applications et cas d'utilisation
La polyvalence du usine de purification d'eau par osmose inverse (RO) industrielle personnalisée, capacité de 100 à 500 tonnes, usine de traitement des eaux, système d'osmose inverse, purificateurs d'eau avec membrane RO ce qui le rend adapté à divers secteurs industriels nécessitant de l'eau de process de haute qualité. Les installations de fabrication utilisent ce système pour la préparation de l'eau d'alimentation des chaudières, l'eau de complément des tours de refroidissement, ainsi que pour des applications de process où la qualité de l'eau influe directement sur la qualité du produit et la longévité des équipements.
Les opérations de transformation agroalimentaire tirent profit de la capacité du système à produire de l'eau répondant à des normes de qualité strictes, destinée à la préparation des ingrédients, au nettoyage des équipements et aux applications de contact direct avec le produit. La conception du système garantit la conformité aux réglementations en matière de sécurité sanitaire des aliments, tout en assurant une qualité d'eau constante, essentielle pour préserver le goût, l'apparence et la durée de conservation des produits.
Les installations pharmaceutiques et biotechnologiques nécessitent de l’eau ultra-pure pour divers procédés de fabrication, le nettoyage des équipements et les applications en laboratoire. Ce système d’osmose inverse constitue une base fiable pour la production d’eau à haute pureté conforme aux normes rigoureuses de qualité de l’eau pharmaceutique, soutenant ainsi des opérations critiques de fabrication et des protocoles d’assurance qualité.
Les installations de production d’énergie utilisent cette technologie de traitement de l’eau pour la préparation de l’eau d’alimentation des chaudières, contribuant ainsi à prévenir la formation de tartre, la corrosion et les dépôts, qui peuvent réduire le rendement et endommager les équipements. La capacité du système à éliminer les minéraux dissous et les contaminants protège les équipements coûteux de production d’énergie tout en maintenant une efficacité opérationnelle optimale.
Les industries de transformation chimique s'appuient sur cette technologie de purification pour produire de l'eau de process exemptée de contaminants susceptibles d'interférer avec les réactions chimiques, d'affecter la pureté des produits ou de provoquer la corrosion des équipements. La conception robuste du système lui permet de résister aux environnements industriels exigeants tout en assurant une qualité d'eau constante pour les applications exigeantes de fabrication chimique.
Contrôle qualité et conformité
L'assurance qualité constitue le fondement de ce système industriel de traitement de l'eau, des protocoles d'essais complets étant mis en œuvre tout au long du processus de fabrication afin de garantir que chaque composant répond à des normes de performance rigoureuses. La sélection des matériaux suit les normes internationales applicables aux usages en contact avec l'eau, en utilisant des matériaux résistants à la corrosion et des composants agréés pour contact alimentaire, le cas échéant.
La conception du système intègre plusieurs points de surveillance et des mesures de contrôle qualité permettant une vérification continue des performances du traitement. La surveillance en temps réel de la conductivité, la mesure du pH et le suivi du débit fournissent aux opérateurs un retour immédiat sur les performances du système et les paramètres de qualité de l’eau.
Les procédés de fabrication suivent des systèmes établis de management de la qualité qui mettent l’accent sur la cohérence, la fiabilité et la vérification des performances. Chaque système fait l’objet d’essais complets en usine avant expédition, notamment des essais de pression, de vérification des performances et de validation du système de commande, afin de garantir un fonctionnement optimal dès l’installation.
Des dossiers documentaires accompagnent chaque système, fournissant des spécifications détaillées, des procédures de fonctionnement, des calendriers de maintenance et des guides de dépannage destinés à soutenir une installation, une exploitation et une maintenance correctes. Cette approche globale garantit la longévité du système et des performances optimales tout au long du cycle de vie de l’équipement.
Options de personnalisation et de marquage
Conscients du fait que les exigences en matière de traitement industriel des eaux varient considérablement selon les applications et les installations, ce système d’osmose inverse offre des capacités de personnalisation étendues afin de répondre aux besoins opérationnels spécifiques. La configuration du système peut être adaptée pour tenir compte des conditions variables de la qualité de l’eau brute, des caractéristiques souhaitées de l’eau produite et des contraintes d’installation propres au site.
Les principes de conception modulaire permettent une évolution flexible de la capacité et une sélection des composants fondée sur les exigences spécifiques de chaque installation. Des équipements optionnels sont disponibles, notamment des systèmes de surveillance avancés, des fonctionnalités de commande à distance et des étapes de traitement spécialisées destinées à résoudre des problèmes spécifiques de qualité de l’eau ou à atteindre des niveaux de purification renforcés.
La programmation du système de contrôle peut être personnalisée afin de s'intégrer aux systèmes d'automatisation existants de l'installation, assurant ainsi un fonctionnement fluide et des capacités d'échange de données. Les interfaces homme-machine sont configurables pour afficher les paramètres opérationnels pertinents et offrir des fonctions de commande conviviales, adaptées aux préférences opérationnelles spécifiques ainsi qu'au niveau de compétence des opérateurs.
Les configurations mécaniques s'adaptent à divers environnements d'installation, allant des installations intérieures nécessitant un encombrement réduit aux applications extérieures exigeant des enveloppes résistantes aux intempéries et des matériaux spécialisés. Cette souplesse garantit une intégration optimale du système, quelles que soient les contraintes liées à l'installation ou les conditions environnementales.
Emballage et soutien logistique
L'emballage professionnel et la coordination logistique garantissent une livraison sécurisée et une installation efficace de ce système industriel de traitement des eaux. Les composants sont soigneusement fixés à l'aide de matériaux de protection adaptés et de méthodes d'emballage conçues pour prévenir tout dommage pendant le transport, tout en facilitant les opérations de manutention et d'installation.
L'emballage modulaire des composants permet d'optimiser la configuration de l'expédition, réduisant ainsi les coûts de transport tout en garantissant que tous les éléments du système arrivent dans un état optimal. Des étiquetages clairs et une documentation complète facilitent l'identification rapide et la manipulation appropriée des composants du système lors des phases de livraison et d'installation.
Les services de coordination logistique soutiennent les besoins d’expédition internationale, y compris la préparation des documents, l’assistance pour le dédouanement et la planification des livraisons, alignée sur les calendriers de projet et les plannings d’installation. Cette approche globale permet de minimiser les retards et d’assurer une exécution fluide du projet, de la passation de la commande jusqu’à la mise en service du système.
Des supports d’installation accompagnent chaque expédition, notamment des instructions de montage détaillées, des guides d’identification des composants et des procédures d’installation recommandées, qui facilitent une configuration et une mise en service efficaces du système. Ces ressources contribuent à garantir des pratiques d’installation correctes, optimisant ainsi les performances et la longévité du système.
Pourquoi Nous Choisir
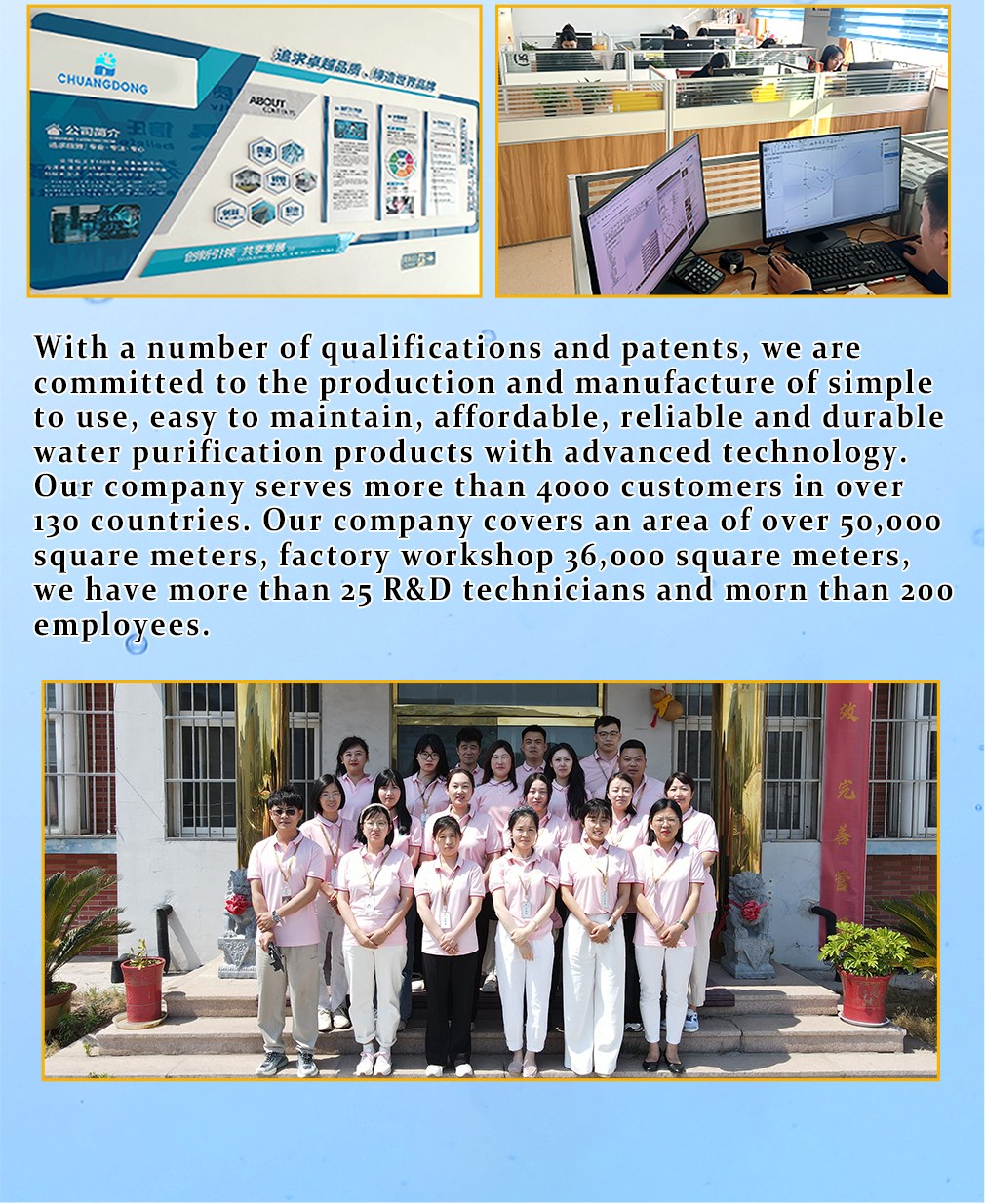
Notre organisation possède une vaste expérience en ingénierie et en fabrication de systèmes de traitement industriel de l’eau, avec un historique éprouvé de fourniture de solutions fiables à des marchés mondiaux variés. Cette expérience se traduit par une compréhension approfondie des exigences spécifiques à chaque secteur d’activité ainsi que par la capacité à proposer des solutions sur mesure permettant de relever des défis opérationnels uniques, tout en respectant des normes de qualité rigoureuses.
Notre expertise technique couvre l’ensemble du spectre de la technologie d’osmose inverse, de la conception initiale des systèmes jusqu’à l’assistance opérationnelle continue. Notre équipe d’ingénieurs suit de près l’évolution des normes sectorielles et des nouvelles technologies, garantissant ainsi que les solutions livrées intègrent les dernières avancées en matière de technologie membranaire, de systèmes de commande et d’optimisation de l’efficacité énergétique.
La présence mondiale sur le marché nous permet de soutenir des projets internationaux grâce à des capacités de service locales et à une efficacité de la chaîne d’approvisionnement. Cette approche fondée sur un réseau garantit une disponibilité fiable des pièces, un accès facilité au soutien technique et une réactivité du service, quel que soit le lieu d’installation ou les exigences opérationnelles.
L’engagement qualité va au-delà de la livraison initiale du système pour englober un soutien continu de la performance à long terme et la satisfaction client. Des programmes de formation complets, une documentation détaillée et une assistance technique permanente permettent aux clients d’atteindre des performances optimales du système et une efficacité opérationnelle tout au long du cycle de vie de l’équipement.
Conclusion
La usine de purification d'eau par osmose inverse (RO) industrielle personnalisée, capacité de 100 à 500 tonnes, usine de traitement des eaux, système d'osmose inverse, purificateurs d'eau avec membrane RO représente une solution complète aux défis du traitement des eaux industrielles, combinant une technologie membranaire avancée à des options de personnalisation flexibles et à des caractéristiques de performance fiables. Ce système répond à la demande croissante d’eau industrielle de haute qualité tout en soutenant les objectifs de durabilité grâce à un fonctionnement efficace et à un impact environnemental minimal.
La combinaison d’une technologie éprouvée d’osmose inverse, de systèmes de commande intelligents et d’une construction robuste garantit un fonctionnement fiable dans des environnements industriels exigeants, tout en délivrant une qualité d’eau constante conforme aux exigences sectorielles les plus strictes. Des capacités complètes de personnalisation et des services d’assistance professionnels offrent aux clients toute la confiance nécessaire dans leur investissement en traitement des eaux ainsi que dans leur réussite opérationnelle à long terme.





