























Introducción
El tratamiento industrial del agua se ha convertido en un pilar fundamental para la excelencia manufacturera, el cumplimiento medioambiental y la sostenibilidad operativa en diversos sectores. El planta de Purificación de Agua por Ósmosis Inversa (RO) Industrial Personalizada de 100-500 t, Planta de Tratamiento de Agua, Sistema de Ósmosis Inversa, Purificadores de Agua con Membrana RO representa una solución sofisticada diseñada para cumplir con los exigentes requisitos de calidad del agua en instalaciones industriales modernas. Este completo sistema de ósmosis inversa combina tecnología avanzada de membranas con configuraciones personalizables para ofrecer un suministro constante de agua de alta pureza, adecuado para diversas aplicaciones industriales.
La creciente importancia de la conservación del agua, las estrictas normas de calidad y la responsabilidad medioambiental han impulsado la necesidad de soluciones industriales robustas de purificación de agua. Esta ósmosis inversa planta de tratamiento de agua aborda estos desafíos mediante principios innovadores de diseño, incorporando tecnologías de filtración de vanguardia y sistemas de control inteligentes que optimizan el rendimiento, al tiempo que minimizan los costes operativos y el impacto ambiental.
Descripción del producto
La planta de Purificación de Agua por Ósmosis Inversa (RO) Industrial Personalizada de 100-500 t, Planta de Tratamiento de Agua, Sistema de Ósmosis Inversa, Purificadores de Agua con Membrana RO se presenta como una solución integral de tratamiento de agua diseñada para operaciones industriales de mediana y gran escala. Este sofisticado sistema integra múltiples etapas de purificación, utilizando la tecnología de membranas de ósmosis inversa como mecanismo principal de filtración para eliminar sólidos disueltos, contaminantes e impurezas del agua de origen.
Construida con componentes de grado industrial y diseñada para funcionamiento continuo, esta planta de purificación de agua cuenta con una estructura modular que permite configuraciones flexibles de instalación y capacidades de expansión futura. El sistema incorpora etapas avanzadas de pretratamiento, membranas de ósmosis inversa de alta eficiencia y un pulido posterior al tratamiento para garantizar una calidad de agua constante que cumple o supera los requisitos específicos de la industria.
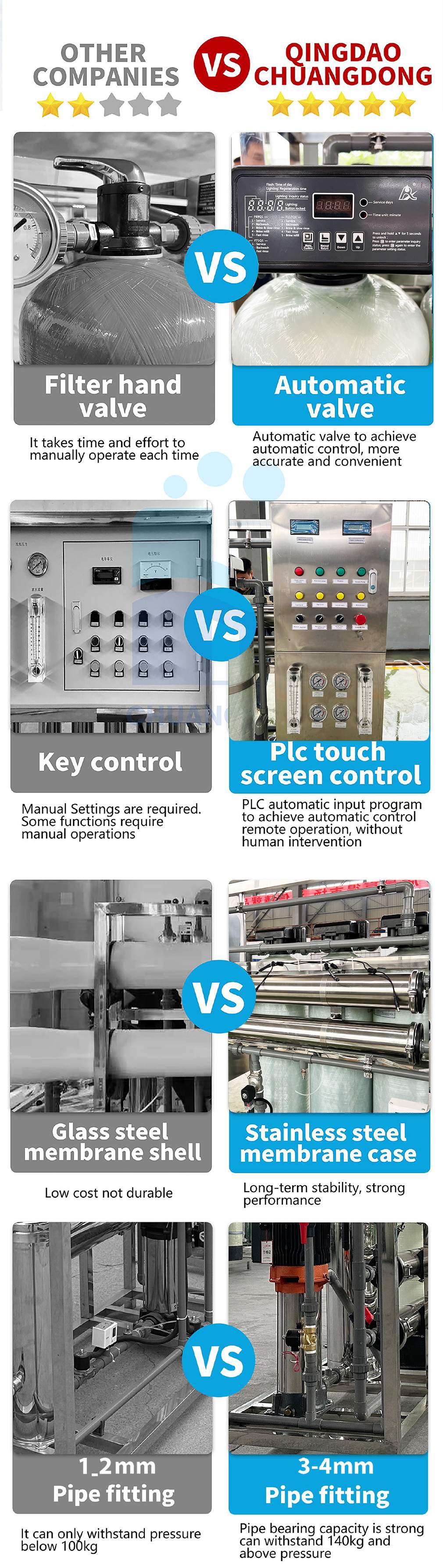
El sistema de control inteligente proporciona supervisión en tiempo real y operación automatizada, con controladores lógicos programables que optimizan el rendimiento del sistema según las condiciones variables del agua de entrada y los patrones de demanda. Esta automatización reduce los requisitos de intervención manual, al tiempo que mantiene una eficiencia óptima y protege los sensibles componentes de membrana frente a daños o degradación prematura.
Características y beneficios
Tecnología de Membrana Avanzada
El corazón de esta ósmosis inversa sistema de tratamiento de agua radica en su configuración premium de membranas, utilizando elementos enrollados en espiral de alta retención que ofrecen una eficiencia excepcional en la eliminación de contaminantes. Estas membranas se seleccionan específicamente para aplicaciones industriales y brindan un rendimiento superior en la eliminación de sales disueltas, metales pesados, compuestos orgánicos y contaminantes microbiológicos, manteniendo al mismo tiempo tasas estables de caudal de permeado bajo distintas condiciones operativas.
El diseño de la matriz de membranas incorpora propiedades antiincrustantes y características de compatibilidad química que prolongan la vida útil operativa y reducen los requisitos de mantenimiento. Esto se traduce en un menor costo total de propiedad y una mayor fiabilidad del sistema para operaciones industriales continuas que requieren un suministro ininterrumpido de agua.
Sistema integral de pretratamiento
Las etapas integradas de pretratamiento protegen las sensibles membranas de ósmosis inversa mientras optimizan el rendimiento general del sistema. La filtración multicapa elimina los sólidos en suspensión y la turbidez, mientras que la filtración con carbón activado elimina el cloro y los compuestos orgánicos que podrían dañar los materiales de las membranas. Este enfoque integral garantiza una calidad constante del agua de alimentación a la etapa de ósmosis inversa, maximizando la vida útil de las membranas y manteniendo tasas óptimas de rechazo.
Los sistemas de dosificación química proporcionan un ajuste preciso del pH y la inhibición de la formación de incrustaciones, evitando la obstrucción y la incrustación de las membranas, problemas frecuentes en las operaciones industriales de tratamiento de aguas.
Eficiencia energética y optimización de la recuperación
Esta planta de purificación de agua incorpora dispositivos de recuperación de energía y sistemas de bombeo de alta eficiencia que reducen significativamente el consumo eléctrico en comparación con configuraciones convencionales de ósmosis inversa. El diseño del sistema maximiza las tasas de recuperación de agua, manteniendo al mismo tiempo las especificaciones de calidad del agua tratada, lo que reduce las descargas residuales y los costes operativos.
Los variadores de frecuencia y los sistemas inteligentes de control de bombas ajustan su funcionamiento según los patrones de demanda y las condiciones del sistema, optimizando aún más el consumo energético. Este enfoque no solo reduce los gastos operativos, sino que también apoya las iniciativas de sostenibilidad y los objetivos de cumplimiento medioambiental.
Aplicaciones y Casos de Uso
La versatilidad del planta de Purificación de Agua por Ósmosis Inversa (RO) Industrial Personalizada de 100-500 t, Planta de Tratamiento de Agua, Sistema de Ósmosis Inversa, Purificadores de Agua con Membrana RO lo convierte en una solución adecuada para diversos sectores industriales que requieren agua de proceso de alta calidad. Las instalaciones manufactureras utilizan este sistema para la preparación del agua de alimentación de calderas, el agua de reposición de torres de refrigeración y aplicaciones de proceso en las que la calidad del agua afecta directamente a la calidad del producto y a la durabilidad del equipo.
Las operaciones de procesamiento de alimentos y bebidas se benefician de la capacidad del sistema para producir agua que cumple con estrictos estándares de calidad para la preparación de ingredientes, la limpieza de equipos y aplicaciones de contacto directo con el producto. El diseño del sistema garantiza el cumplimiento de la normativa de seguridad alimentaria, al tiempo que proporciona una calidad de agua constante, esencial para mantener el sabor, la apariencia y la vida útil del producto.
Las instalaciones farmacéuticas y biotecnológicas requieren agua ultrapura para diversos procesos de fabricación, limpieza de equipos y aplicaciones de laboratorio. Este sistema de ósmosis inversa constituye una base fiable para la producción de agua de alta pureza que cumple con las estrictas normas farmacéuticas de calidad del agua, apoyando operaciones críticas de fabricación y protocolos de aseguramiento de la calidad.
Las instalaciones de generación de energía utilizan esta tecnología de tratamiento de agua para la preparación del agua de alimentación a calderas, ayudando a prevenir la formación de incrustaciones, la corrosión y los depósitos que pueden reducir la eficiencia y causar daños en los equipos. La capacidad del sistema para eliminar minerales disueltos y contaminantes protege los costosos equipos de generación de energía, al tiempo que mantiene una eficiencia operativa óptima.
Las industrias de procesamiento químico confían en esta tecnología de purificación para producir agua de proceso libre de contaminantes que podrían interferir con las reacciones químicas, afectar la pureza del producto o provocar la corrosión de los equipos. El diseño robusto del sistema resiste entornos industriales exigentes, al tiempo que garantiza una calidad constante del agua para aplicaciones exigentes de fabricación química.
Control de calidad y cumplimiento
La garantía de calidad constituye la base de este sistema industrial de tratamiento de aguas, con protocolos exhaustivos de ensayo implementados durante todo el proceso de fabricación para asegurar que cada componente cumpla rigurosos estándares de rendimiento. La selección de materiales se ajusta a las normas internacionales para aplicaciones de contacto con agua, utilizando materiales resistentes a la corrosión y componentes aptos para uso alimentario cuando proceda.
El diseño del sistema incorpora múltiples puntos de monitorización y medidas de control de calidad que permiten la verificación continua del rendimiento del tratamiento. La monitorización en tiempo real de la conductividad, la medición del pH y el seguimiento del caudal proporcionan a los operadores una retroalimentación inmediata sobre el rendimiento del sistema y los parámetros de calidad del agua.
Los procesos de fabricación siguen sistemas establecidos de gestión de la calidad que enfatizan la consistencia, la fiabilidad y la verificación del rendimiento. Cada sistema se somete a pruebas integrales en fábrica antes de su envío, incluidas las pruebas de presión, la verificación del rendimiento y la validación del sistema de control, para garantizar un funcionamiento óptimo tras la instalación.
Cada sistema va acompañado de un paquete de documentación que incluye especificaciones detalladas, procedimientos de operación, programas de mantenimiento y guías de resolución de problemas, lo que facilita una instalación, operación y mantenimiento adecuados. Este enfoque integral garantiza la larga vida útil del sistema y un rendimiento óptimo durante todo el ciclo de vida del equipo.
Opciones de Personalización y Marcado
Al comprender que los requisitos de tratamiento de aguas industriales varían significativamente según las distintas aplicaciones y instalaciones, este sistema de ósmosis inversa ofrece amplias capacidades de personalización para satisfacer necesidades operativas específicas. La configuración del sistema puede adaptarse para acomodar diferentes condiciones de calidad del agua de origen, las especificaciones deseadas del agua tratada y las restricciones específicas de instalación en el sitio.
Los principios de diseño modular permiten una escalabilidad flexible de la capacidad y una selección de componentes basada en los requisitos individuales de cada instalación. Los paquetes de equipos opcionales incluyen sistemas avanzados de monitoreo, capacidades de control remoto y etapas especializadas de tratamiento para abordar desafíos únicos de calidad del agua o lograr niveles superiores de purificación.
La programación del sistema de control puede personalizarse para integrarse con los sistemas existentes de automatización de instalaciones, ofreciendo una operación sin interrupciones y capacidades de intercambio de datos. Las interfaces hombre-máquina son configurables para mostrar los parámetros operativos relevantes y proporcionar funciones de control intuitivas para el operador, adaptadas a preferencias operativas específicas y a distintos niveles de habilidad.
Las configuraciones mecánicas se adaptan a diversos entornos de instalación, desde instalaciones interiores que requieren huellas compactas hasta aplicaciones exteriores que exigen carcasas resistentes a las inclemencias del tiempo y materiales especializados. Esta flexibilidad garantiza una integración óptima del sistema, independientemente de las restricciones de la instalación o de las condiciones ambientales.
Soporte en Embalaje y Logística
La coordinación profesional del embalaje y la logística garantiza una entrega segura y una instalación eficiente de este sistema industrial de tratamiento de agua. Los componentes se fijan cuidadosamente mediante materiales protectores y métodos de embalaje adecuados, diseñados para prevenir daños durante el transporte y facilitar, al mismo tiempo, operaciones eficientes de manipulación e instalación.
El embalaje modular de los componentes permite optimizar la configuración del envío, reduciendo los costes de transporte y asegurando que todos los elementos del sistema lleguen en óptimas condiciones. La etiquetación clara y la documentación facilitan la identificación rápida y la manipulación correcta de los componentes del sistema durante las fases de entrega e instalación.
Los servicios de coordinación logística respaldan los requisitos de envío internacional, incluida la preparación de documentación, la asistencia en el despacho aduanero y la programación de entregas que se alinea con los plazos del proyecto y los cronogramas de instalación. Este enfoque integral minimiza los retrasos y garantiza la ejecución fluida del proyecto, desde la realización del pedido hasta la puesta en marcha del sistema.
Cada envío va acompañado de materiales de soporte para la instalación, incluidas instrucciones detalladas de montaje, guías de identificación de componentes y procedimientos recomendados de instalación que facilitan una configuración e integración eficientes del sistema. Estos recursos ayudan a garantizar prácticas adecuadas de instalación que optimizan el rendimiento y la durabilidad del sistema.
Por Qué Elegirnos
Nuestra organización aporta una amplia experiencia en ingeniería y fabricación de sistemas de tratamiento industrial de aguas, con un historial comprobado de entrega de soluciones fiables a diversos mercados globales. Esta experiencia se traduce en una profunda comprensión de los requisitos específicos del sector y en la capacidad de ofrecer soluciones personalizadas que abordan desafíos operativos particulares, al tiempo que cumplen rigurosos estándares de calidad.
Nuestra competencia técnica abarca todo el espectro de la tecnología de ósmosis inversa, desde el diseño inicial del sistema hasta el soporte operativo continuo. Nuestro equipo de ingeniería se mantiene actualizado con las normas industriales en evolución y las tecnologías emergentes, garantizando que las soluciones entregadas incorporen los últimos avances en tecnología de membranas, sistemas de control y optimización de la eficiencia energética.
La presencia en el mercado global nos permite apoyar proyectos internacionales con capacidades de servicio locales y eficiencia en la cadena de suministro. Este enfoque basado en una red garantiza la disponibilidad fiable de piezas, el acceso al soporte técnico y la capacidad de respuesta del servicio, independientemente de la ubicación de la instalación o de los requisitos operativos.
El compromiso con la calidad va más allá de la entrega inicial del sistema e incluye el soporte para el rendimiento a largo plazo y la satisfacción del cliente. Programas formativos exhaustivos, documentación detallada y asistencia técnica continua aseguran que los clientes logren un rendimiento óptimo del sistema y una eficiencia operativa durante todo el ciclo de vida del equipo.
Conclusión
La planta de Purificación de Agua por Ósmosis Inversa (RO) Industrial Personalizada de 100-500 t, Planta de Tratamiento de Agua, Sistema de Ósmosis Inversa, Purificadores de Agua con Membrana RO representa una solución integral para los desafíos del tratamiento de aguas industriales, combinando tecnología avanzada de membranas con opciones flexibles de personalización y características de rendimiento fiables. Este sistema responde a la creciente demanda de agua industrial de alta calidad, al tiempo que apoya los objetivos de sostenibilidad mediante un funcionamiento eficiente y un impacto ambiental mínimo.
La combinación de una tecnología probada de ósmosis inversa, sistemas inteligentes de control y una construcción robusta garantiza un funcionamiento fiable en entornos industriales exigentes, al tiempo que ofrece una calidad constante del agua que cumple con los rigurosos requisitos del sector. Las amplias capacidades de personalización integral y los servicios profesionales de soporte brindan a los clientes confianza en su inversión en tratamiento de aguas y en el éxito operativo a largo plazo.





