























Introdução
O tratamento industrial de águas tornou-se um pilar fundamental para a excelência na manufatura, o cumprimento das normas ambientais e a sustentabilidade operacional em diversos setores. A planta de Purificação de Água por Osmose Reversa (RO) Industrial Personalizada, com Capacidade de 100–500 t, Planta de Tratamento de Água, Sistema de Osmose Reversa, Purificadores de Água com Membrana RO representa uma solução sofisticada projetada para atender aos rigorosos requisitos de qualidade da água em instalações industriais modernas. Este sistema abrangente de osmose reversa combina tecnologia avançada de membranas com configurações personalizáveis para fornecer, de forma consistente, água de alta pureza adequada a diversas aplicações industriais.
A crescente ênfase na conservação da água, nas rigorosas normas de qualidade e na responsabilidade ambiental impulsionou a necessidade de soluções robustas de purificação industrial de água. Esta osmose reversa estação de Tratamento de Água enfrenta esses desafios mediante princípios inovadores de projeto, incorporando tecnologias avançadas de filtração e sistemas inteligentes de controle que otimizam o desempenho, ao mesmo tempo que reduzem os custos operacionais e o impacto ambiental.
Visão geral do produto
O planta de Purificação de Água por Osmose Reversa (RO) Industrial Personalizada, com Capacidade de 100–500 t, Planta de Tratamento de Água, Sistema de Osmose Reversa, Purificadores de Água com Membrana RO representa uma solução abrangente de tratamento de água projetada para operações industriais de médio a grande porte. Este sofisticado sistema integra múltiplos estágios de purificação, com a tecnologia de membranas de osmose reversa atuando como mecanismo principal de filtração para remover sólidos dissolvidos, contaminantes e impurezas da água de origem.
Construída com componentes de grau industrial e projetada para operação contínua, esta estação de purificação de água apresenta uma estrutura modular que permite configurações flexíveis de instalação e capacidade de expansão futura. O sistema incorpora estágios avançados de pré-tratamento, membranas de osmose reversa de alta eficiência e polimento pós-tratamento para garantir qualidade de água consistente, atendendo ou superando os requisitos específicos do setor.
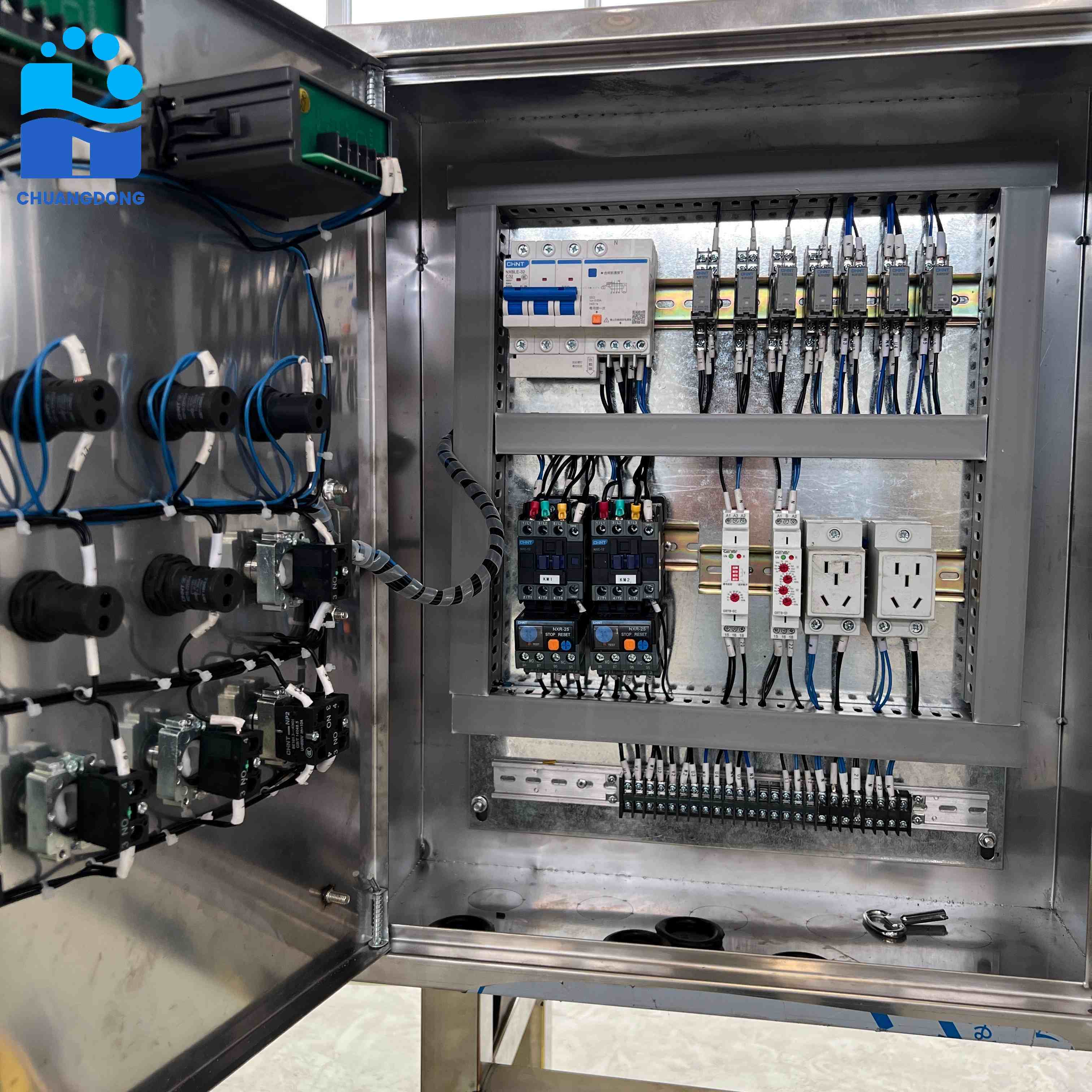
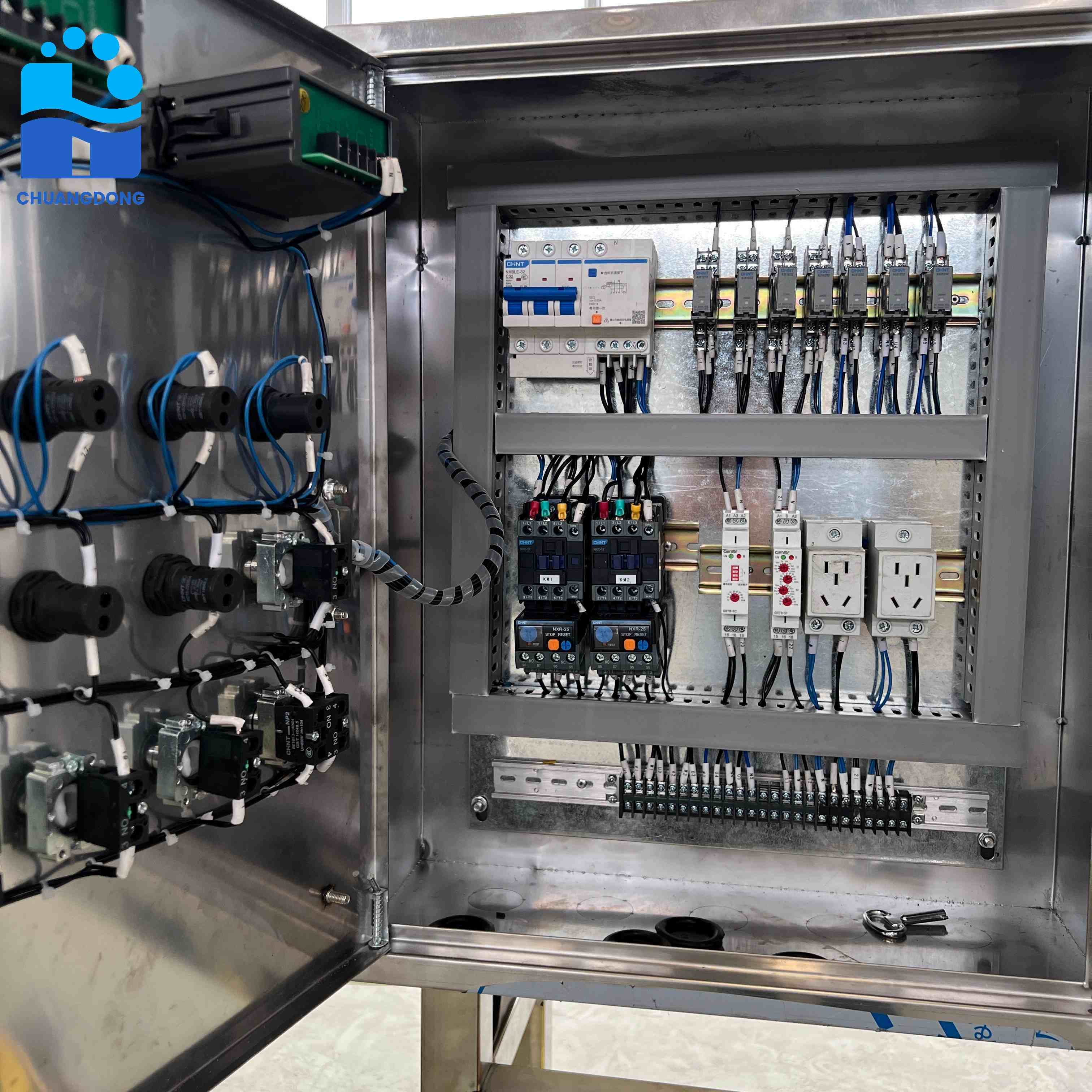
O sistema inteligente de controle fornece monitoramento em tempo real e operação automatizada, com controladores lógicos programáveis que otimizam o desempenho do sistema com base nas condições variáveis da água de entrada e nos padrões de demanda. Essa automação reduz a necessidade de intervenção manual, mantendo ao mesmo tempo uma eficiência ideal e protegendo os sensíveis componentes de membrana contra danos ou degradação prematura.
Características e benefícios
Tecnologia Avançada de Membrana
O coração desta osmose reversa sistema de tratamento de água reside na sua configuração premium de membrana, utilizando elementos espiralados de alta rejeição que proporcionam uma eficiência excepcional na remoção de contaminantes. Essas membranas são especificamente selecionadas para aplicações industriais, oferecendo desempenho superior na remoção de sais dissolvidos, metais pesados, compostos orgânicos e contaminantes microbiológicos, mantendo ao mesmo tempo taxas estáveis de fluxo de permeado sob diversas condições operacionais.
O projeto da matriz de membranas incorpora propriedades anti-incrustantes e características de compatibilidade química que prolongam a vida útil operacional e reduzem os requisitos de manutenção. Isso se traduz em um custo total de propriedade menor e maior confiabilidade do sistema para operações industriais contínuas que exigem fornecimento ininterrupto de água.
Sistema Abrangente de Pré-Tratamento
As etapas integradas de pré-tratamento protegem as sensíveis membranas de osmose reversa, ao mesmo tempo que otimizam o desempenho geral do sistema. A filtração em múltiplos meios remove sólidos em suspensão e turbidez, enquanto a filtração por carvão ativado elimina o cloro e compostos orgânicos que poderiam danificar os materiais das membranas. Essa abordagem abrangente garante uma qualidade consistente da água de alimentação na etapa de osmose reversa, maximizando a vida útil das membranas e mantendo taxas ideais de rejeição.
Os sistemas de dosagem química proporcionam ajuste preciso do pH e inibição de incrustações, prevenindo a obstrução e a formação de incrustações nas membranas, problemas comuns em operações industriais de tratamento de água. Os sistemas automatizados de alimentação química ajustam as taxas de dosagem com base no monitoramento em tempo real da qualidade da água, garantindo um tratamento ideal ao mesmo tempo que minimizam o consumo de produtos químicos e os custos operacionais.
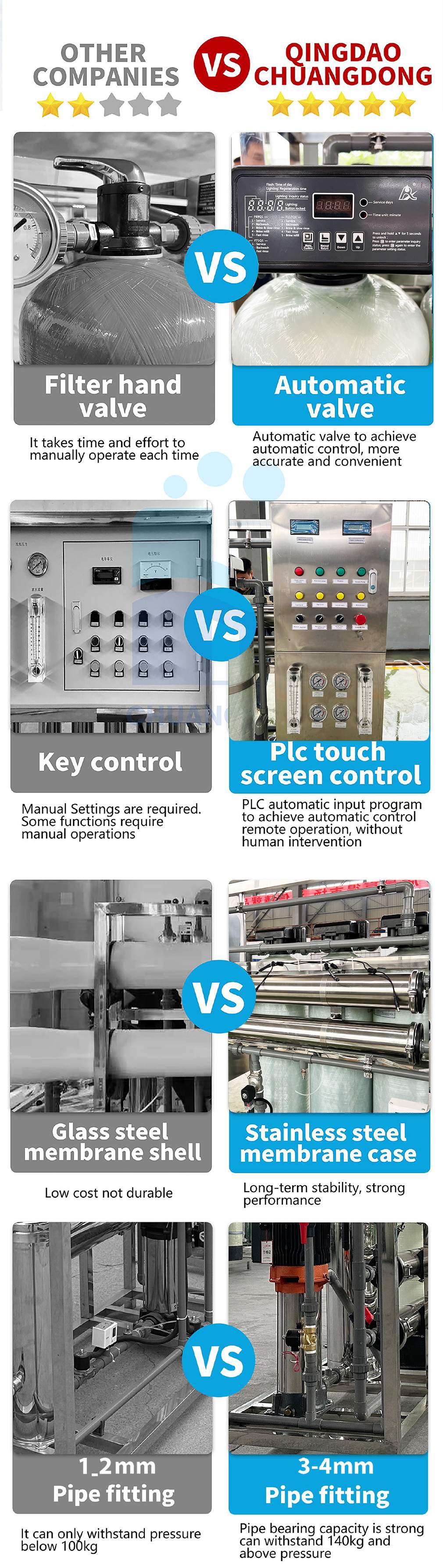
Eficiência Energética e Otimização da Recuperação
Esta estação de purificação de água incorpora dispositivos de recuperação de energia e sistemas de bombeamento de alta eficiência, reduzindo significativamente o consumo de energia em comparação com configurações convencionais de osmose reversa. O projeto do sistema maximiza as taxas de recuperação de água, mantendo ao mesmo tempo as especificações de qualidade da água produzida, reduzindo a descarga de efluentes e os custos operacionais.
Os inversores de frequência variável e os sistemas inteligentes de controle de bombas ajustam a operação com base nos padrões de demanda e nas condições do sistema, otimizando ainda mais o consumo de energia. Essa abordagem não só reduz os custos operacionais, mas também apoia iniciativas de sustentabilidade e objetivos de conformidade ambiental.
Aplicações & Casos de Uso
A versatilidade do planta de Purificação de Água por Osmose Reversa (RO) Industrial Personalizada, com Capacidade de 100–500 t, Planta de Tratamento de Água, Sistema de Osmose Reversa, Purificadores de Água com Membrana RO tornando-o adequado para diversos setores industriais que exigem água de processo de alta qualidade. As instalações de manufatura utilizam este sistema para a preparação de água de alimentação de caldeiras, água de reposição para torres de resfriamento e aplicações de processo nas quais a qualidade da água afeta diretamente a qualidade do produto e a durabilidade dos equipamentos.
As operações de processamento de alimentos e bebidas se beneficiam da capacidade do sistema de produzir água que atende rigorosos padrões de qualidade para a preparação de ingredientes, limpeza de equipamentos e aplicações de contato direto com o produto. O projeto do sistema garante a conformidade com as regulamentações de segurança alimentar, ao mesmo tempo em que fornece uma qualidade de água constante, essencial para manter o sabor, a aparência e a vida útil do produto.
Instalações farmacêuticas e de biotecnologia exigem água ultra-pura para diversos processos de fabricação, limpeza de equipamentos e aplicações laboratoriais. Este sistema de osmose reversa serve como uma base confiável para a produção de água de alta pureza, atendendo aos rigorosos padrões de qualidade da água farmacêutica e apoiando operações críticas de fabricação e protocolos de garantia da qualidade.
Instalações de geração de energia utilizam esta tecnologia de tratamento de água para a preparação da água de alimentação de caldeiras, ajudando a prevenir a formação de incrustações, corrosão e depósitos que podem reduzir a eficiência e causar danos aos equipamentos. A capacidade do sistema de remover minerais dissolvidos e contaminantes protege equipamentos caros de geração de energia, ao mesmo tempo que mantém a eficiência operacional ideal.
As indústrias de processamento químico confiam nesta tecnologia de purificação para produzir água de processo livre de contaminantes que poderiam interferir nas reações químicas, afetar a pureza do produto ou causar corrosão nos equipamentos. O projeto robusto do sistema resiste a ambientes industriais desafiadores, ao mesmo tempo que fornece uma qualidade de água consistente para aplicações exigentes de fabricação química.
Controle de qualidade e conformidade
A garantia da qualidade constitui a base deste sistema industrial de tratamento de água, com protocolos abrangentes de ensaio implementados em todo o processo de fabricação para assegurar que cada componente atenda a rigorosos padrões de desempenho. A seleção dos materiais segue normas internacionais para aplicações em contato com água, utilizando materiais resistentes à corrosão e componentes aprovados para uso em alimentos, sempre que aplicável.
O projeto do sistema incorpora diversos pontos de monitoramento e medidas de controle de qualidade que permitem a verificação contínua do desempenho do tratamento. O monitoramento em tempo real da condutividade, a medição do pH e o acompanhamento da vazão fornecem aos operadores um feedback imediato sobre o desempenho do sistema e os parâmetros de qualidade da água.
Os processos de fabricação seguem sistemas estabelecidos de gestão da qualidade que enfatizam consistência, confiabilidade e verificação de desempenho. Cada sistema passa por testes abrangentes na fábrica antes do embarque, incluindo testes de pressão, verificação de desempenho e validação do sistema de controle, para garantir o funcionamento ideal após a instalação.
Pacotes de documentação acompanham cada sistema, fornecendo especificações detalhadas, procedimentos operacionais, cronogramas de manutenção e guias de solução de problemas que apoiam a instalação, a operação e a manutenção adequadas. Essa abordagem abrangente garante a longevidade do sistema e seu desempenho ideal durante todo o ciclo de vida do equipamento.
Opções de Personalização e Marca
Reconhecendo que os requisitos de tratamento de água industrial variam significativamente entre diferentes aplicações e instalações, este sistema de osmose reversa oferece amplas capacidades de personalização para atender às necessidades operacionais específicas. A configuração do sistema pode ser adaptada para acomodar diferentes condições de qualidade da água de origem, especificações desejadas para a água tratada e restrições específicas de instalação no local.
Princípios de projeto modular permitem escalonamento flexível da capacidade e seleção de componentes com base nos requisitos individuais de cada instalação. Pacotes opcionais de equipamentos incluem sistemas avançados de monitoramento, capacidades de controle remoto e estágios especializados de tratamento para enfrentar desafios únicos de qualidade da água ou alcançar níveis superiores de purificação.
A programação do sistema de controle pode ser personalizada para integrar-se com os sistemas existentes de automação de instalações, proporcionando operação contínua e capacidades de troca de dados. As interfaces homem-máquina são configuráveis para exibir parâmetros operacionais relevantes e fornecer funções de controle intuitivas ao operador, adaptadas às preferências operacionais específicas e aos níveis de habilidade.
As configurações mecânicas acomodam diversos ambientes de instalação, desde instalações internas que exigem uma pegada compacta até aplicações externas que demandam invólucros resistentes às intempéries e materiais especializados. Essa flexibilidade garante uma integração ideal do sistema, independentemente das restrições da instalação ou das condições ambientais.
Suporte em Embalagem e Logística
A embalagem profissional e a coordenação logística garantem a entrega segura e a instalação eficiente deste sistema industrial de tratamento de água. Os componentes são cuidadosamente fixados utilizando materiais protetores e métodos de embalagem adequados, projetados para evitar danos durante o transporte, ao mesmo tempo que facilitam a manipulação e os procedimentos de instalação.
A embalagem modular dos componentes permite a otimização eficiente da configuração de envio, reduzindo os custos de transporte enquanto assegura que todos os elementos do sistema cheguem em condições ideais. A rotulagem clara e a documentação facilitam a identificação rápida e a manipulação correta dos componentes do sistema nas fases de entrega e instalação.
Os serviços de coordenação logística apoiam os requisitos de transporte internacional, incluindo a preparação da documentação, assistência na liberação aduaneira e o agendamento das entregas, alinhado com os cronogramas do projeto e com os cronogramas de instalação. Essa abordagem abrangente minimiza atrasos e garante a execução fluida do projeto, desde o momento do pedido até a colocação em operação do sistema.
Materiais de suporte à instalação acompanham cada remessa, incluindo instruções detalhadas de montagem, guias de identificação dos componentes e procedimentos recomendados para instalação, que facilitam a configuração e a colocação em operação eficientes do sistema. Esses recursos ajudam a garantir práticas adequadas de instalação, otimizando o desempenho e a durabilidade do sistema.
Por Que Nos Escolher
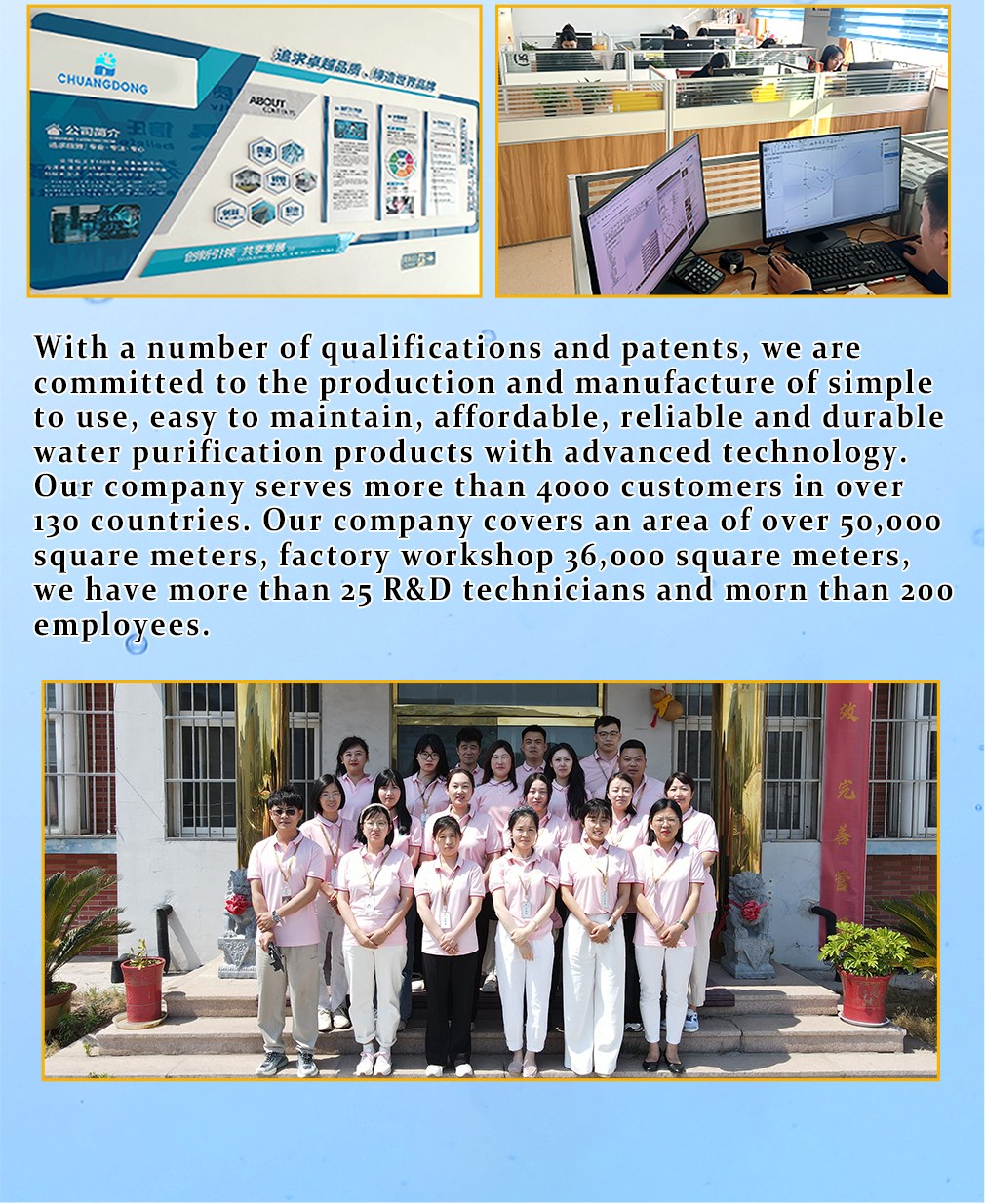
Nossa organização possui ampla experiência em engenharia e fabricação de sistemas de tratamento industrial de água, com um histórico comprovado de entrega de soluções confiáveis a diversos mercados globais. Essa experiência se traduz em um profundo entendimento dos requisitos específicos de cada setor e na capacidade de fornecer soluções personalizadas que abordam desafios operacionais únicos, ao mesmo tempo em que atendem a rigorosos padrões de qualidade.
A expertise técnica abrange todo o espectro da tecnologia de osmose reversa, desde o projeto inicial do sistema até o suporte operacional contínuo. Nossa equipe de engenharia mantém-se atualizada com as normas setoriais em evolução e com as novas tecnologias emergentes, garantindo que as soluções entregues incorporem os mais recentes avanços em tecnologia de membranas, sistemas de controle e otimização da eficiência energética.
A presença no mercado global permite-nos apoiar projetos internacionais com capacidades locais de serviço e eficiência na cadeia de abastecimento. Essa abordagem em rede garante a disponibilidade confiável de peças, o acesso ao suporte técnico e a agilidade no atendimento, independentemente da localização da instalação ou dos requisitos operacionais.
O compromisso com a qualidade vai além da entrega inicial do sistema, abrangendo o suporte ao desempenho a longo prazo e a satisfação do cliente. Programas abrangentes de treinamento, documentação detalhada e assistência técnica contínua asseguram que os clientes alcancem o desempenho ideal do sistema e a eficiência operacional durante todo o ciclo de vida do equipamento.
Conclusão
O planta de Purificação de Água por Osmose Reversa (RO) Industrial Personalizada, com Capacidade de 100–500 t, Planta de Tratamento de Água, Sistema de Osmose Reversa, Purificadores de Água com Membrana RO representa uma solução abrangente para os desafios do tratamento de água industrial, combinando tecnologia avançada de membranas com opções flexíveis de personalização e características de desempenho confiáveis. Este sistema atende à crescente demanda por água industrial de alta qualidade, ao mesmo tempo que apoia os objetivos de sustentabilidade por meio de operação eficiente e impacto ambiental mínimo.
A combinação de tecnologia comprovada de osmose reversa, sistemas inteligentes de controle e construção robusta garante operação confiável em ambientes industriais exigentes, ao mesmo tempo que fornece qualidade constante da água, atendendo aos rigorosos requisitos do setor. As amplas capacidades de personalização e os serviços profissionais de suporte proporcionam aos clientes confiança em seu investimento em tratamento de água e sucesso operacional a longo prazo.





