ro water system factory
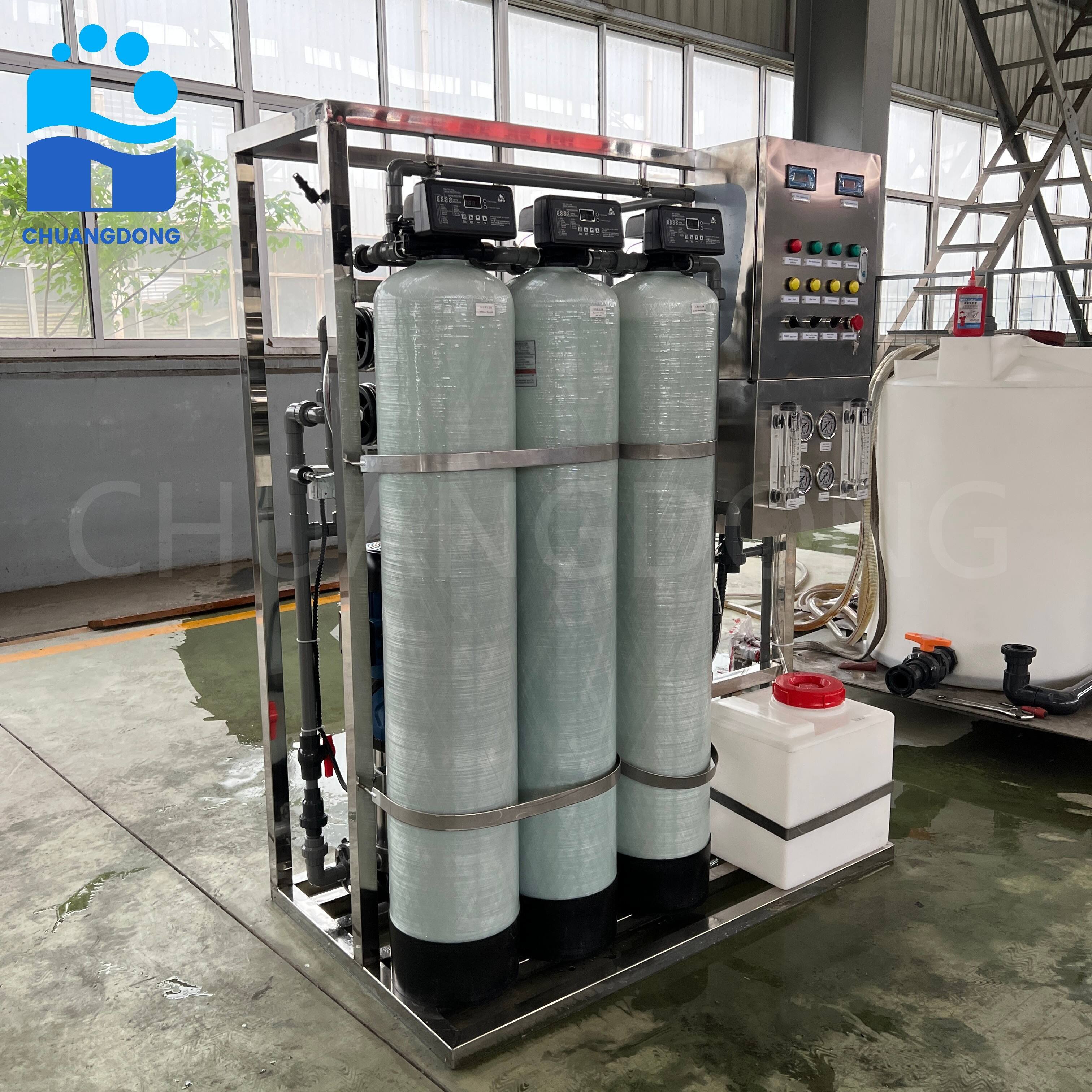
An ro water system factory specializes in manufacturing advanced reverse osmosis purification equipment designed to deliver clean and safe drinking water for residential, commercial, and industrial applications. These facilities produce comprehensive water treatment solutions that remove contaminants, dissolved solids, bacteria, and harmful chemicals through semi-permeable membrane technology. The ro water system factory integrates cutting-edge filtration stages including sediment filters, activated carbon blocks, RO membranes, and post-filtration units to ensure optimal water quality. Modern production facilities employ automated assembly lines, rigorous quality control protocols, and certified testing procedures to guarantee each system meets international safety standards. The technological features include multi-stage purification processes, high-efficiency pumps, automatic shut-off valves, and smart monitoring systems that track water quality in real-time. These factories produce various capacity systems ranging from compact under-sink units for homes to large-scale industrial installations capable of processing thousands of gallons daily. Applications span across households seeking healthier drinking water, restaurants requiring consistent water quality for food preparation, hospitals demanding sterile water for medical procedures, and manufacturing plants needing purified water for production processes. The ro water system factory maintains strict environmental standards during production, utilizing sustainable materials and implementing waste reduction practices. By combining innovative engineering with proven purification science, these manufacturing facilities deliver reliable water treatment solutions that address diverse customer needs while ensuring long-term performance and user satisfaction across multiple sectors and geographical markets.