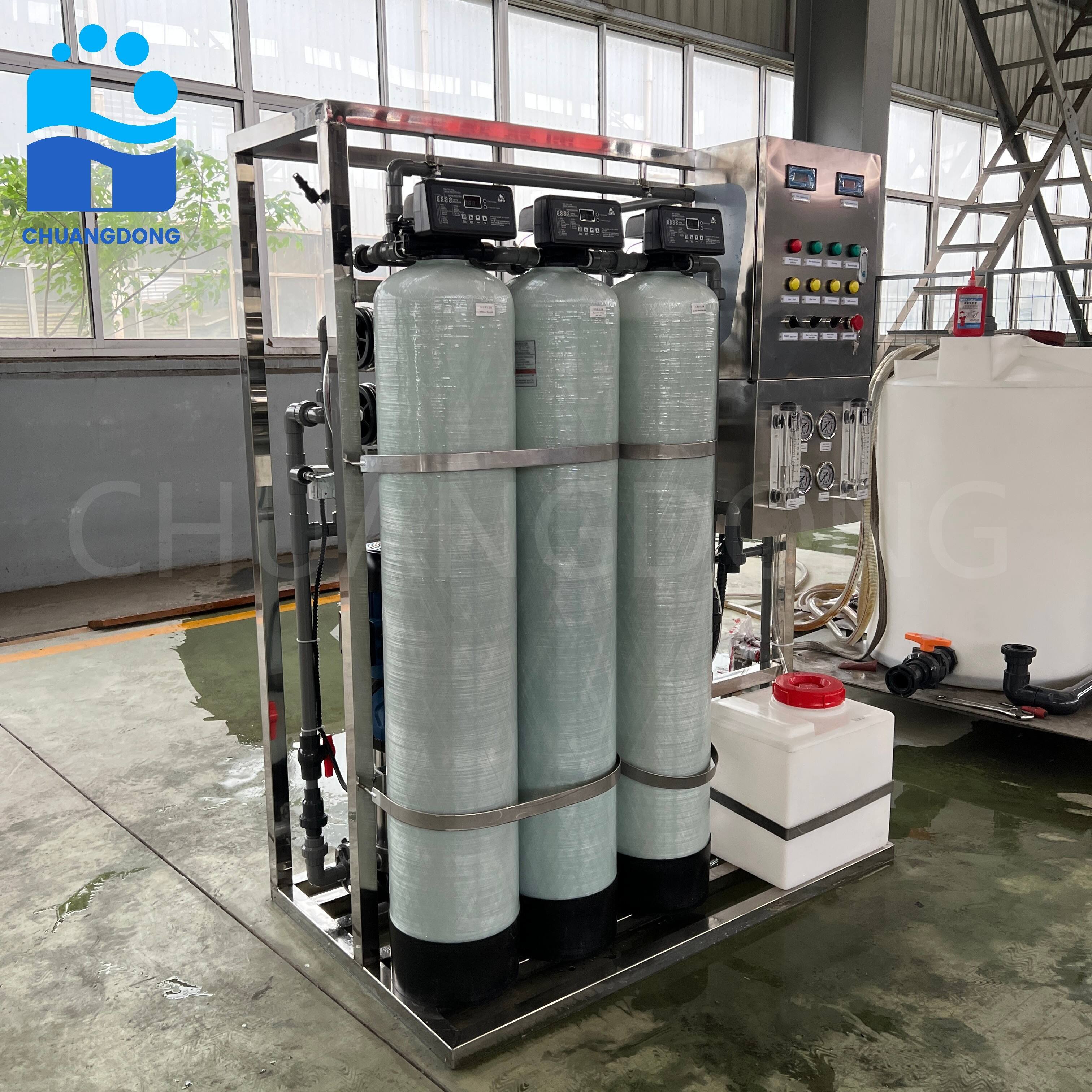
industrial ro water system
An industrial ro water system is a sophisticated water purification solution designed to meet the demanding requirements of commercial and manufacturing operations. This advanced filtration technology uses reverse osmosis membranes to remove up to 99 percent of dissolved solids, contaminants, and impurities from water sources. The industrial ro water system operates by applying pressure to force water through semi-permeable membranes, effectively separating pure water from unwanted substances including minerals, heavy metals, bacteria, and chemical pollutants. These systems are engineered with robust components capable of handling high-volume water processing, typically ranging from hundreds to thousands of gallons per day. The technological features include multi-stage filtration with pre-treatment filters, high-pressure pumps, membrane housings, and automated control systems that monitor performance and water quality in real-time. Modern industrial ro water system installations incorporate energy recovery devices, automated flushing mechanisms, and remote monitoring capabilities for optimized operation. Applications span diverse industries including pharmaceutical manufacturing, food and beverage production, electronics fabrication, power generation, automotive manufacturing, and chemical processing. Healthcare facilities, laboratories, and commercial buildings also rely on industrial ro water system technology to ensure consistent water purity. The versatility of these systems allows customization based on specific water quality requirements, production volumes, and space constraints, making them indispensable for operations requiring ultra-pure water for processes, products, or equipment protection.