









Introdução
A escassez de água e as regulamentações ambientais impulsionam a necessidade urgente de soluções avançadas de tratamento de água nos setores industrial e agrícola em todo o mundo. A Sistema de Osmose Reversa (RO) com Ultrafiltração (UF) para Reutilização Industrial de Água, Agricultura e Reciclagem de Efluentes representa uma abordagem de ponta para a gestão sustentável da água, combinando tecnologias de ultrafiltração e osmose reversa para oferecer um desempenho excepcional de purificação. Essa sofisticada sistema de tratamento de água transforma águas residuais contaminadas em água reutilizável de alta qualidade, apoiando os princípios da economia circular, ao mesmo tempo que reduz os custos operacionais e o impacto ambiental. Instalações industriais e operações agrícolas em todo o mundo reconhecem essa tecnologia como um investimento essencial para a sustentabilidade de longo prazo e o cumprimento da regulamentação.
Visão geral do produto
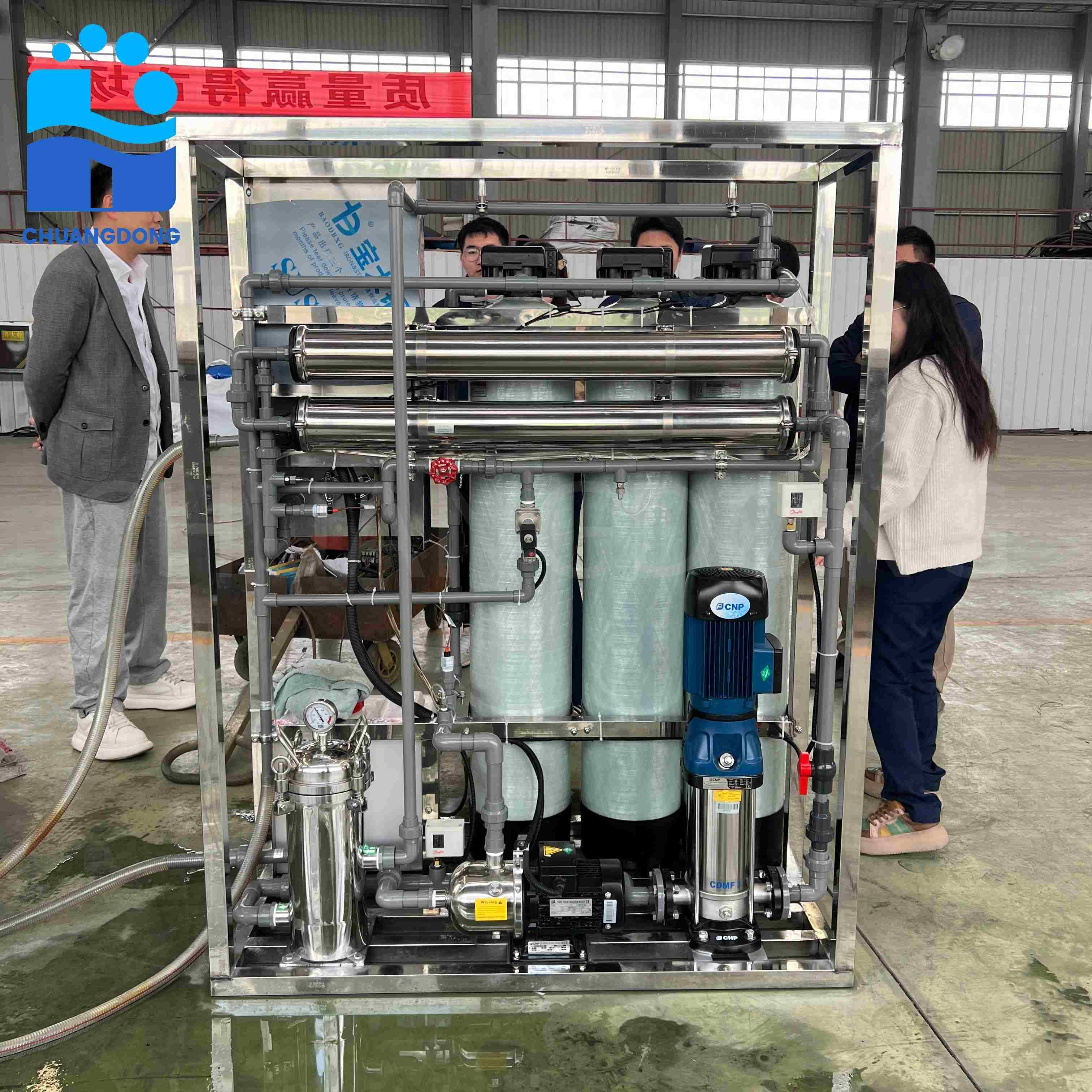
Nossa solução abrangente de tratamento de água integra tecnologias avançadas de filtração por membrana para enfrentar desafios complexos de águas residuais em diversas aplicações industriais. O sistema emprega um processo de purificação em múltiplos estágios que começa com membranas de ultrafiltração para remover sólidos em suspensão, bactérias e contaminantes de maior porte, seguido por membranas de osmose reversa que eliminam sais dissolvidos, metais pesados e poluentes microscópicos. Essa abordagem com dupla membrana garante a remoção máxima de contaminantes, ao mesmo tempo que mantém taxas ideais de recuperação de água e eficiência do sistema.
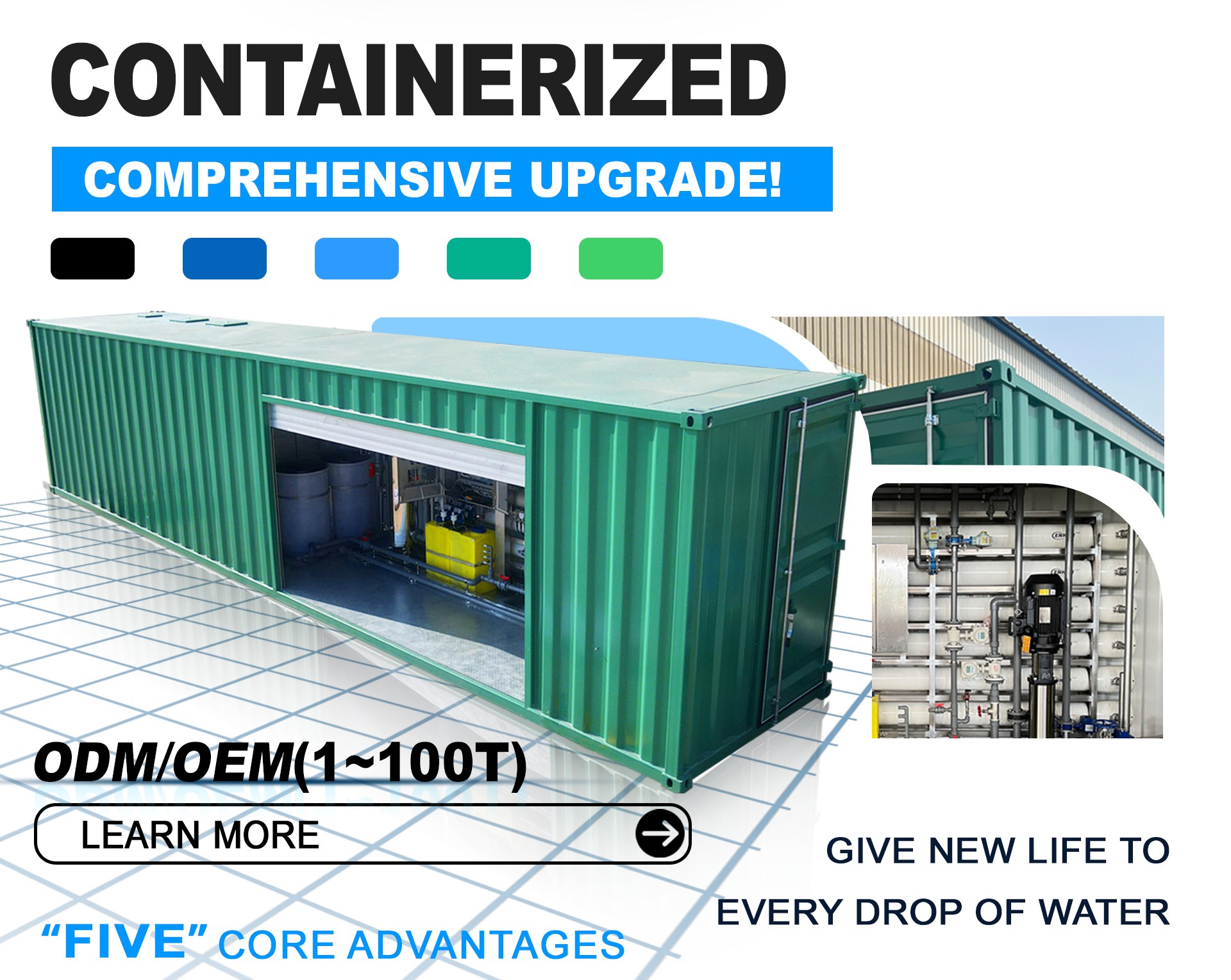
O design modular acomoda várias taxas de fluxo e níveis de contaminação, tornando-o adequado para operações agrícolas em pequena escala até grandes complexos industriais. Cada sistema incorpora mecanismos inteligentes de monitoramento e controle que ajustam automaticamente os parâmetros operacionais com base na qualidade da água de entrada e nas especificações desejadas para a saída. A construção robusta utiliza materiais resistentes à corrosão e componentes de alto desempenho projetados para suportar ambientes industriais agressivos, ao mesmo tempo que garantem resultados consistentes de tratamento.
Características e benefícios
Tecnologia Avançada de Membrana
O coração deste Sistema de Osmose Reversa (RO) com Ultrafiltração (UF) para Reutilização Industrial de Água, Agricultura e Reciclagem de Efluentes reside na sua configuração de membrana de última geração, que maximiza a eficiência de separação ao mesmo tempo que minimiza o consumo de energia. A etapa de ultrafiltração emprega membranas de fibra oca com estruturas de poros precisas, capazes de reter eficazmente partículas, microrganismos e matéria em suspensão, sem necessidade de aditivos químicos. Essas membranas apresentam resistência excepcional à obstrução (fouling) e elevada resistência mecânica, garantindo uma vida útil operacional prolongada e reduzindo os requisitos de manutenção.
A etapa de osmose reversa utiliza membranas compostas de alta rejeição, capazes de remover contaminantes dissolvidos até níveis extremamente baixos, produzindo uma qualidade de água que frequentemente supera os padrões regulatórios para reutilização industrial. Os elementos de membrana apresentam taxas de fluxo aprimoradas e propriedades superiores de rejeição de sais, permitindo altas razões de recuperação enquanto mantêm uma qualidade consistente do permeado ao longo de ciclos operacionais prolongados.
Eficiência Energética e Otimização de Custos
A eficiência energética continua sendo uma consideração primária no projeto deste avançado sistema de tratamento de água. A configuração incorpora dispositivos de recuperação de energia que capturam e reutilizam a energia hidráulica proveniente do fluxo concentrado de alta pressão, reduzindo significativamente o consumo total de energia elétrica. Acionamentos de frequência variável ajustam automaticamente as velocidades das bombas com base na demanda do sistema, otimizando ainda mais o uso de energia e prolongando a vida útil dos equipamentos.
O sistema inteligente de controle de processo monitora continuamente os principais indicadores de desempenho e ajusta os parâmetros operacionais para manter a eficiência ideal, ao mesmo tempo que previne danos às membranas causados por flutuações súbitas de pressão ou picos de contaminação. Essa abordagem proativa minimiza intervenções de manutenção não programadas, reduz a frequência de limpezas químicas e prolonga a vida útil das membranas, resultando em economias substanciais de custos operacionais.
Aplicações & Casos de Uso
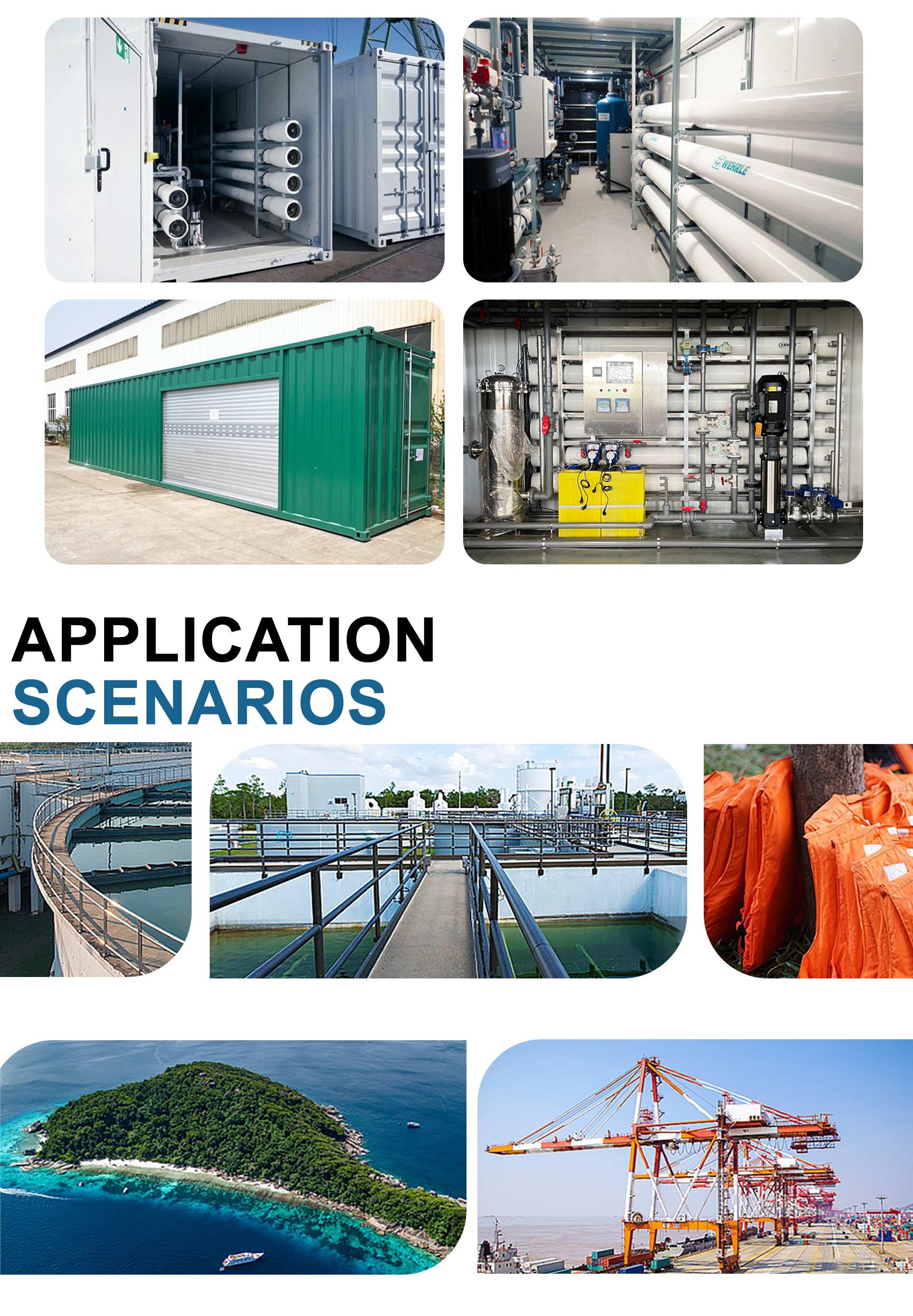
As aplicações industriais de reutilização de água abrangem diversos setores nos quais este Sistema de Osmose Reversa (RO) com Ultrafiltração (UF) para Reutilização Industrial de Água, Agricultura e Reciclagem de Efluentes oferece desempenho excepcional. As instalações de fabricação utilizam o sistema para tratar águas residuais industriais destinadas à alimentação de caldeiras, ao reabastecimento de torres de resfriamento e a processos industriais gerais, reduzindo o consumo de água potável e os volumes de descarga de águas residuais. As operações têxteis beneficiam-se da capacidade do sistema de remover corantes, produtos químicos e fibras em suspensão, permitindo a reciclagem da água nos processos de tingimento e acabamento.
As aplicações agrícolas demonstram valor particular em regiões que enfrentam estresse hídrico ou requisitos rigorosos quanto à qualidade da água de irrigação. O sistema transforma águas de drenagem, efluentes de criação animal e águas pluviais agrícolas em água de qualidade adequada para irrigação, própria para o cultivo de culturas. As operações em estufas alcançam uma significativa conservação de água ao reciclar soluções nutritivas e águas de drenagem, mantendo simultaneamente um controle preciso dos níveis de nutrientes dissolvidos e eliminando patógenos que possam prejudicar a saúde das plantas.
Instalações de processamento de alimentos e bebidas contam com esta tecnologia para atender aos rigorosos padrões de qualidade da água em aplicações de contato com produtos, ao mesmo tempo que reciclam águas de limpeza e de processo. O sistema remove eficazmente compostos orgânicos, produtos químicos de limpeza e contaminantes microbiológicos, produzindo água que atende ou supera os padrões de potabilidade. Instalações farmacêuticas e de biotecnologia utilizam o sistema para reciclagem de águas de processo e tratamento de efluentes, garantindo conformidade com requisitos regulatórios estritos, ao mesmo tempo que minimizam a descarga ambiental.
Controle de qualidade e conformidade
Protocolos rigorosos de garantia da qualidade regem todos os aspectos do projeto, da fabricação e dos ensaios do sistema, assegurando um desempenho confiável em ambientes industriais exigentes. Cada módulo de membrana é submetido a testes abrangentes de integridade antes da instalação, verificando a vedação adequada e o desempenho rejeitado sob condições reais de operação. O sistema incorpora diversos pontos de monitoramento que acompanham continuamente parâmetros-chave da qualidade da água, fornecendo feedback em tempo real sobre a eficácia do tratamento e alertas precoces sobre possíveis problemas.
A conformidade com as normas internacionais de qualidade da água continua sendo fundamental no projeto e na operação do sistema. O processo de tratamento atinge consistentemente eficiências de remoção superiores aos requisitos regulatórios para reutilização industrial de água e para aplicações de irrigação agrícola. Os pacotes abrangentes de documentação incluem dados de validação de desempenho, certificações de materiais e declarações de conformidade que facilitam os processos de aprovação regulatória em diferentes jurisdições.
As capacidades automatizadas de monitoramento e registro de dados fornecem registros detalhados do desempenho do sistema, das tendências de qualidade da água e das atividades de manutenção. Essa documentação apoia os requisitos de relatórios regulatórios, ao mesmo tempo que permite a otimização dos procedimentos operacionais e dos cronogramas de manutenção preventiva. As capacidades de monitoramento remoto permitem a supervisão em tempo real do sistema e o suporte técnico, garantindo desempenho ideal e resposta rápida a quaisquer preocupações operacionais.
Opções de Personalização e Marca
Reconhecendo que cada aplicação industrial apresenta desafios e requisitos únicos, nossa equipe de engenharia oferece serviços abrangentes de personalização para otimizar o desempenho do sistema em condições operacionais específicas. A filosofia de projeto modular permite uma configuração flexível de estágios de membrana, vazões e equipamentos auxiliares, ajustando-se exatamente aos objetivos de tratamento e às restrições do local. Algoritmos de controle personalizados podem ser desenvolvidos para integrar-se aos sistemas existentes de automação da instalação, garantindo operação contínua e capacidades centralizadas de monitoramento.
Configurações especializadas de pré-tratamento abordam desafios específicos de contaminação, como altos níveis de sólidos em suspensão, óleo e graxa ou contaminantes químicos que possam afetar o desempenho padrão das membranas. As opções de pós-tratamento incluem sistemas de desinfecção, unidades de remineralização e filtros de polimento que garantem que a qualidade final da água atenda aos requisitos precisos da aplicação. Os invólucros do sistema e os layouts dos componentes podem ser personalizados para acomodar limitações de espaço, condições ambientais e requisitos de acessibilidade para manutenção.
As opções de marca própria e rotulagem permitem que distribuidores e integradores de sistemas comercializem a tecnologia sob sua própria identidade de marca. Gráficos personalizados para o painel de controle, placas identificadoras de equipamentos e pacotes de documentação podem incorporar elementos da marca do cliente, mantendo ao mesmo tempo a integridade técnica e as especificações de desempenho. Essa flexibilidade apoia diversas estratégias de mercado, garantindo simultaneamente padrões consistentes de qualidade e desempenho em todas as aplicações.
Suporte em Embalagem e Logística
A embalagem profissional e a coordenação logística asseguram a entrega segura e a prontidão para instalação deste sofisticado equipamento de tratamento de água. Cada componente do sistema recebe proteção adequada, utilizando materiais e métodos de embalagem padronizados pela indústria, projetados para evitar danos durante o transporte internacional e a manipulação. Os módulos de membrana recebem atenção especial, com embalagem resistente à umidade e recomendações de armazenamento sob controle de temperatura, a fim de preservar a integridade do desempenho.
Documentação abrangente acompanha cada remessa, incluindo manuais detalhados de instalação, procedimentos de colocação em serviço e orientações de manutenção traduzidos para múltiplos idiomas, a fim de apoiar mercados internacionais. Desenhos técnicos e listas de peças de reposição facilitam o suporte local e o planejamento de manutenção de longo prazo. O design modular minimiza as dimensões e os pesos de embarque, ao mesmo tempo que permite uma utilização eficiente dos contêineres no transporte internacional.
Os serviços de suporte à instalação incluem assistência técnica remota, colocação em serviço no local e programas de treinamento para operadores, garantindo a inicialização adequada do sistema e seu desempenho ideal desde a operação inicial. Listas de verificação detalhadas para a inicialização e procedimentos de verificação de desempenho orientam as equipes locais de instalação nas sequências corretas de colocação em serviço, fornecendo ainda documentação para validação da garantia e para garantias de desempenho.
Por Que Nos Escolher
Nossa empresa possui ampla experiência no desenvolvimento e na fabricação de tecnologias para tratamento de água, atendendo diversos mercados industriais em vários continentes. Essa perspectiva global permite-nos compreender os desafios regionais relacionados à qualidade da água, aos requisitos regulatórios e às preferências operacionais que influenciam o projeto dos sistemas e a otimização de seu desempenho. Nossa equipe de engenharia incorpora continuamente os comentários provenientes de instalações em campo para aprimorar a confiabilidade dos produtos e a experiência do usuário.
Parcerias estratégicas com principais fabricantes de membranas e fornecedores de componentes garantem o acesso a tecnologias e materiais de ponta, mantendo nossa vantagem competitiva em desempenho e confiabilidade do sistema. Esses relacionamentos possibilitam a integração rápida de avanços tecnológicos e a aquisição econômica de componentes de alta qualidade. Nossos sistemas de gestão da qualidade mantêm rigorosos padrões ao longo de todo o processo de fabricação, assegurando desempenho e confiabilidade consistentes em todos os lotes de produção.
Os serviços abrangentes de suporte técnico estendem-se por todo o ciclo de vida do sistema, desde a consulta inicial e dimensionamento do sistema até a instalação, colocação em operação e suporte contínuo de manutenção. Nossa rede global de serviços fornece expertise técnica local e disponibilidade de peças de reposição, minimizando o tempo de inatividade e garantindo o desempenho ideal do sistema. Os esforços contínuos de desenvolvimento tecnológico concentram-se na melhoria da eficiência energética, na redução dos requisitos de manutenção e na ampliação das capacidades de aplicação para atender às demandas cambiantes do mercado.
Conclusão
O Sistema de Osmose Reversa (RO) com Ultrafiltração (UF) para Reutilização Industrial de Água, Agricultura e Reciclagem de Efluentes representa uma solução abrangente para organizações que buscam estratégias sustentáveis de gestão hídrica, equilibrando responsabilidade ambiental com eficiência operacional. Essa tecnologia avançada de tratamento permite uma redução significativa no consumo de água potável, ao mesmo tempo em que converte efluentes em recursos valiosos para reutilização contínua. O projeto robusto, os controles inteligentes e o histórico comprovado de desempenho tornam este sistema um excelente investimento para instalações comprometidas com a sustentabilidade de longo prazo e o cumprimento da regulamentação. Por meio da integração cuidadosa das tecnologias de ultrafiltração e osmose reversa, este sistema garante resultados consistentes de qualidade da água, apoiando diversas aplicações industriais e agrícolas, além de contribuir para objetivos mais amplos de conservação ambiental.