









Introducción
La escasez de agua y las regulaciones ambientales impulsan la necesidad urgente de soluciones avanzadas de tratamiento de agua en los sectores industrial y agrícola de todo el mundo. La Sistema de Ósmosis Inversa UF RO para Reutilización Industrial del Agua, Agricultura y Reciclaje de Aguas Residuales representa un enfoque de vanguardia para la gestión sostenible del agua, combinando tecnologías de ultrafiltración y ósmosis inversa para ofrecer un rendimiento excepcional de purificación. Este sistema sofisticado sistema de tratamiento de agua transforma aguas residuales contaminadas en agua reutilizable de alta calidad, apoyando los principios de la economía circular al tiempo que reduce los costes operativos y el impacto ambiental. Las instalaciones industriales y las explotaciones agrícolas de todo el mundo reconocen esta tecnología como una inversión esencial para la sostenibilidad a largo plazo y el cumplimiento normativo.
Descripción del producto
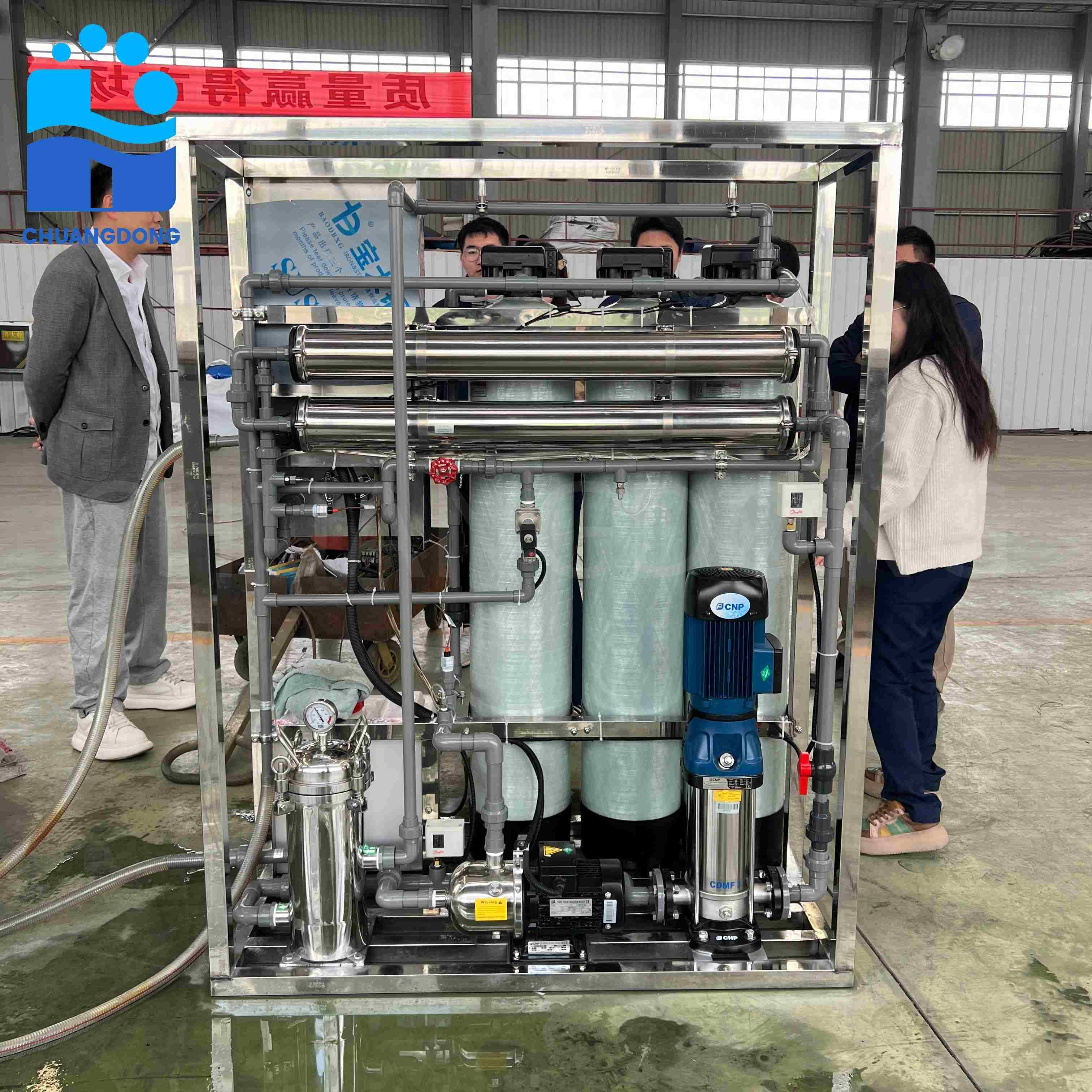
Nuestra solución integral de tratamiento de aguas integra las más avanzadas tecnologías de filtración por membrana para abordar desafíos complejos de aguas residuales en diversas aplicaciones industriales. El sistema emplea un proceso de purificación en múltiples etapas que comienza con membranas de ultrafiltración para eliminar sólidos en suspensión, bacterias y contaminantes de mayor tamaño, seguido de membranas de ósmosis inversa que eliminan sales disueltas, metales pesados y contaminantes microscópicos. Este enfoque de doble membrana garantiza la eliminación máxima de contaminantes, al tiempo que mantiene tasas óptimas de recuperación de agua y eficiencia del sistema.
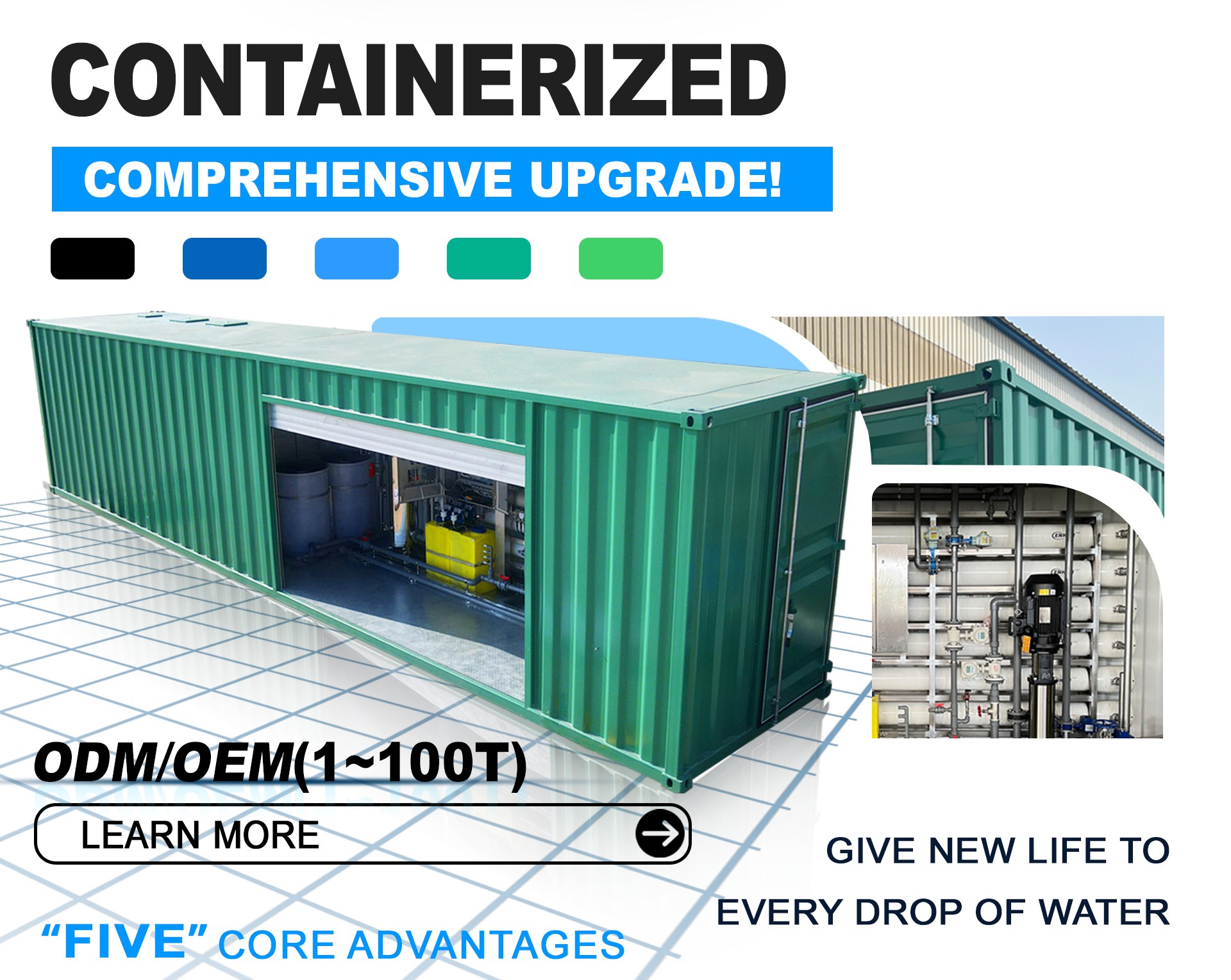
El diseño modular permite distintos caudales y niveles de contaminación, lo que lo hace adecuado tanto para explotaciones agrícolas a pequeña escala como para grandes complejos industriales. Cada sistema incorpora mecanismos inteligentes de monitorización y control que ajustan automáticamente los parámetros de funcionamiento en función de la calidad del agua de entrada y de las especificaciones deseadas del agua tratada. Su construcción robusta utiliza materiales resistentes a la corrosión y componentes de alto rendimiento, diseñados para soportar entornos industriales exigentes y garantizar resultados constantes en el tratamiento.
Características y beneficios
Tecnología de Membrana Avanzada
El corazón de este Sistema de Ósmosis Inversa UF RO para Reutilización Industrial del Agua, Agricultura y Reciclaje de Aguas Residuales radica en su configuración de membrana de última generación, que maximiza la eficiencia de separación al tiempo que minimiza el consumo energético. La etapa de ultrafiltración emplea membranas de fibra hueca con estructuras de poros precisas que retienen eficazmente partículas, microorganismos y materia en suspensión, sin requerir aditivos químicos. Estas membranas presentan una excepcional resistencia a la obstrucción y una elevada resistencia mecánica, lo que garantiza una larga vida útil operativa y una reducción de los requisitos de mantenimiento.
La etapa de ósmosis inversa utiliza membranas compuestas de alta retención capaces de eliminar contaminantes disueltos hasta niveles extremadamente bajos, produciendo una calidad de agua que frecuentemente supera los estándares reglamentarios para reutilización industrial. Los elementos de membrana ofrecen tasas de flujo mejoradas y propiedades superiores de rechazo salino, lo que permite altas ratios de recuperación manteniendo, al mismo tiempo, una calidad constante del permeado durante ciclos operativos prolongados.
Eficiencia energética y optimización de los costes
La eficiencia energética sigue siendo una consideración primordial en el diseño de este avanzado sistema de tratamiento de agua. La configuración incorpora dispositivos de recuperación de energía que capturan y reutilizan la energía hidráulica procedente del flujo concentrado de alta presión, reduciendo significativamente el consumo total de energía eléctrica. Los variadores de frecuencia ajustan automáticamente la velocidad de las bombas según la demanda del sistema, optimizando aún más el uso de energía y prolongando la vida útil de los equipos.
El sistema inteligente de control de procesos supervisa continuamente los indicadores clave de rendimiento y ajusta los parámetros operativos para mantener una eficiencia óptima, al tiempo que previene daños en las membranas causados por fluctuaciones bruscas de presión o picos de contaminación. Este enfoque proactivo minimiza el mantenimiento no programado, reduce la frecuencia de limpiezas químicas y prolonga la vida útil de las membranas, lo que se traduce en importantes ahorros de costes operativos.
Aplicaciones y Casos de Uso
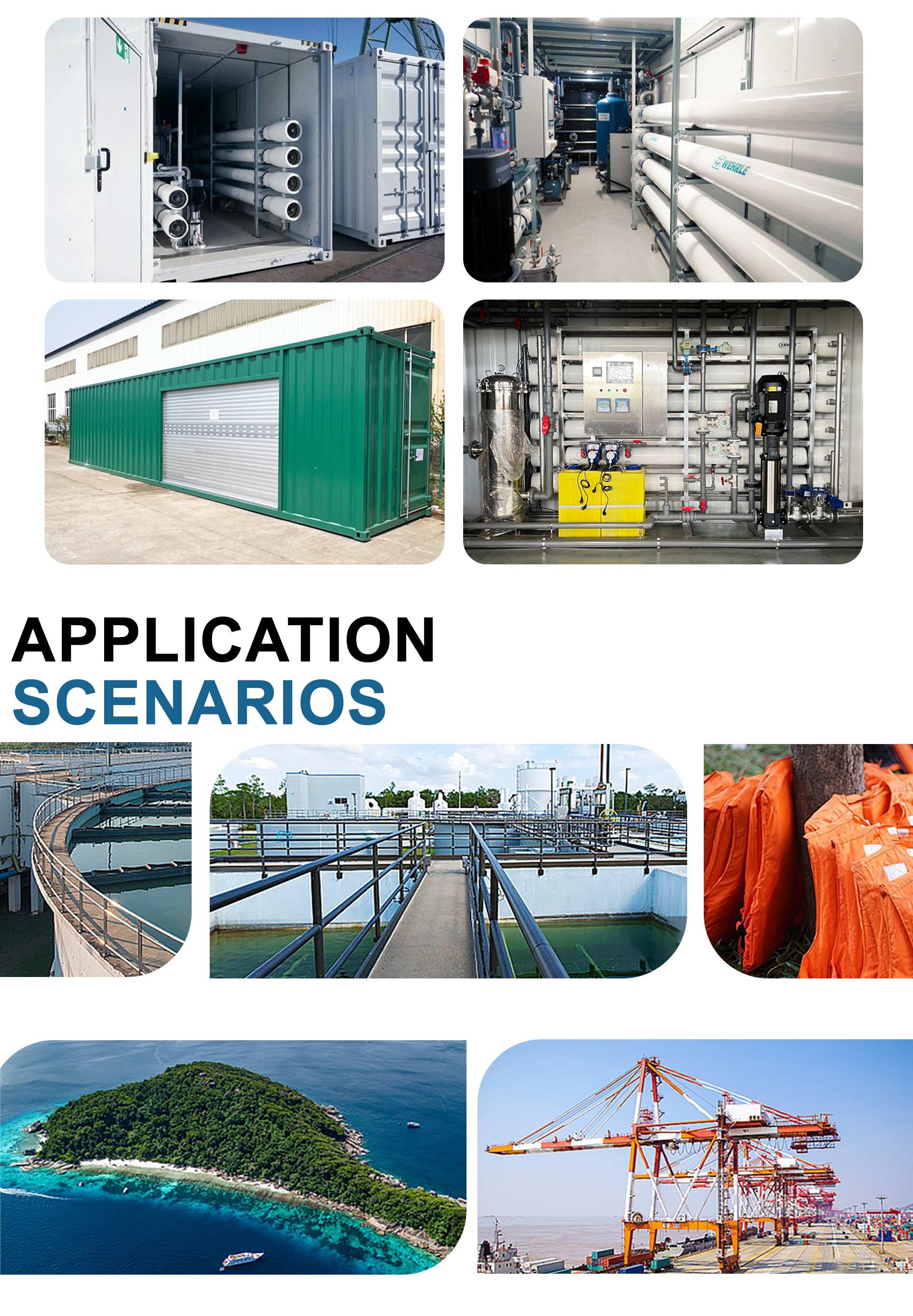
Las aplicaciones industriales de reutilización de agua abarcan numerosos sectores en los que este Sistema de Ósmosis Inversa UF RO para Reutilización Industrial del Agua, Agricultura y Reciclaje de Aguas Residuales ofrece un rendimiento excepcional. Las instalaciones manufactureras utilizan el sistema para tratar las aguas residuales procedentes de los procesos industriales, destinadas al agua de alimentación de calderas, al agua de reposición de torres de refrigeración y a otros procesos industriales generales, lo que reduce el consumo de agua dulce y los volúmenes de vertido de aguas residuales. Las operaciones textiles se benefician de la capacidad del sistema para eliminar colorantes, productos químicos y fibras en suspensión, posibilitando el reciclaje del agua dentro de los procesos de teñido y acabado.
Las aplicaciones agrícolas demuestran un valor particular en regiones afectadas por estrés hídrico o sometidas a requisitos estrictos de calidad del agua para riego. El sistema transforma el agua de drenaje, las aguas residuales ganaderas y el agua de escorrentía agrícola en agua de calidad apta para riego y cultivo de cosechas. Las operaciones en invernadero logran una conservación significativa del agua mediante el reciclaje de soluciones nutritivas y aguas de drenaje, manteniendo al mismo tiempo un control preciso de los niveles de nutrientes disueltos y eliminando patógenos que podrían afectar la salud de los cultivos.
Las instalaciones de procesamiento de alimentos y bebidas dependen de esta tecnología para cumplir con los rigurosos estándares de calidad del agua en aplicaciones de contacto con productos, al tiempo que reciclan las aguas de limpieza y de proceso. El sistema elimina eficazmente compuestos orgánicos, productos químicos de limpieza y contaminantes microbiológicos, produciendo agua que cumple o supera los estándares de agua potable. Las instalaciones farmacéuticas y de biotecnología utilizan este sistema para el reciclaje de aguas de proceso y el tratamiento de corrientes residuales, garantizando el cumplimiento de los estrictos requisitos reglamentarios y minimizando la descarga ambiental.
Control de calidad y cumplimiento
Protocolos rigurosos de aseguramiento de la calidad rigen todos los aspectos del diseño, la fabricación y las pruebas del sistema para garantizar un rendimiento fiable en entornos industriales exigentes. Cada módulo de membrana se somete a pruebas integrales de integridad antes de su instalación, verificando el sellado adecuado y su rendimiento bajo condiciones operativas reales. El sistema incorpora múltiples puntos de monitorización que supervisan continuamente los principales parámetros de calidad del agua, proporcionando retroalimentación en tiempo real sobre la eficacia del tratamiento y alertas tempranas de posibles incidencias.
El cumplimiento de las normas internacionales de calidad del agua sigue siendo fundamental en el diseño y la operación del sistema. El proceso de tratamiento logra sistemáticamente eficiencias de eliminación superiores a los requisitos reglamentarios para la reutilización industrial del agua y para aplicaciones de riego agrícola. Los paquetes completos de documentación incluyen datos de validación del rendimiento, certificaciones de materiales y declaraciones de conformidad que facilitan los procesos de aprobación regulatoria en distintas jurisdicciones.
Las capacidades automatizadas de monitorización y registro de datos proporcionan registros detallados del rendimiento del sistema, las tendencias de la calidad del agua y las actividades de mantenimiento. Esta documentación respalda los requisitos de informes regulatorios, al tiempo que permite optimizar los procedimientos operativos y los programas de mantenimiento preventivo. Las capacidades de monitorización remota permiten la supervisión en tiempo real del sistema y el soporte técnico, garantizando un rendimiento óptimo y una respuesta rápida ante cualquier incidencia operativa.
Opciones de Personalización y Marcado
Al comprender que cada aplicación industrial presenta desafíos y requisitos únicos, nuestro equipo de ingeniería ofrece servicios integrales de personalización para optimizar el rendimiento del sistema según las condiciones operativas específicas. La filosofía de diseño modular permite una configuración flexible de las etapas de membrana, los caudales y los equipos auxiliares, adaptándose exactamente a los objetivos de tratamiento y las restricciones del emplazamiento. Se pueden desarrollar algoritmos de control personalizados para integrarse con los sistemas existentes de automatización de la instalación, garantizando un funcionamiento sin interrupciones y capacidades centralizadas de supervisión.
Las configuraciones especializadas de pretratamiento abordan desafíos específicos de contaminación, como altos niveles de sólidos en suspensión, aceites y grasas, o contaminantes químicos que podrían afectar el rendimiento estándar de las membranas. Las opciones de pos-tratamiento incluyen sistemas de desinfección, unidades de remineralización y filtros de pulido que garantizan que la calidad final del agua cumpla con los requisitos precisos de la aplicación. Las carcasas del sistema y la disposición de los componentes pueden personalizarse para adaptarse a limitaciones de espacio, condiciones ambientales y requisitos de accesibilidad para mantenimiento.
Las opciones de marca privada y etiquetado permiten a los distribuidores y a los integradores de sistemas comercializar la tecnología bajo su propia identidad de marca. Los gráficos personalizados del panel de control, las placas identificativas del equipo y los paquetes de documentación pueden incorporar elementos de la marca del cliente, manteniendo al mismo tiempo la integridad técnica y las especificaciones de rendimiento. Esta flexibilidad respalda diversas estrategias de mercado, garantizando al mismo tiempo estándares de calidad y rendimiento consistentes en todas las aplicaciones.
Soporte en Embalaje y Logística
El embalaje profesional y la coordinación logística aseguran una entrega segura y la preparación para la instalación de este sofisticado equipo de tratamiento de agua. Cada componente del sistema recibe la protección adecuada mediante materiales y métodos de embalaje normalizados en la industria, diseñados para prevenir daños durante el transporte internacional y la manipulación. Los módulos de membrana reciben una atención especial, con embalajes resistentes a la humedad y recomendaciones de almacenamiento bajo control de temperatura para preservar su integridad funcional.
Cada envío va acompañado de una documentación exhaustiva, incluidos manuales detallados de instalación, procedimientos de puesta en marcha y guías de mantenimiento traducidos a varios idiomas para apoyar a los mercados internacionales. Los planos técnicos y las listas de piezas de repuesto facilitan el soporte local y la planificación del mantenimiento a largo plazo. El diseño modular minimiza las dimensiones y el peso de los envíos, al tiempo que permite una utilización eficiente de los contenedores para el transporte internacional.
Los servicios de soporte para la instalación incluyen asistencia técnica remota, puesta en marcha in situ y programas de formación para operadores que garantizan el arranque adecuado del sistema y un rendimiento óptimo desde la operación inicial. Listas de comprobación detalladas para el arranque y procedimientos de verificación del rendimiento guían a los equipos locales de instalación a través de las secuencias correctas de puesta en marcha, a la vez que proporcionan documentación para la validación de la garantía y las garantías de rendimiento.
Por Qué Elegirnos
Nuestra empresa aporta una amplia experiencia en el desarrollo y la fabricación de tecnologías para el tratamiento del agua, atendiendo a diversos mercados industriales en varios continentes. Esta perspectiva global nos permite comprender los desafíos regionales relacionados con la calidad del agua, los requisitos normativos y las preferencias operativas que influyen en el diseño del sistema y la optimización del rendimiento. Nuestro equipo de ingeniería incorpora continuamente los comentarios procedentes de las instalaciones en campo para mejorar la fiabilidad de los productos y la experiencia del usuario.
Las asociaciones estratégicas con los principales fabricantes de membranas y proveedores de componentes garantizan el acceso a tecnologías y materiales de vanguardia que mantienen nuestra ventaja competitiva en el rendimiento y la fiabilidad del sistema. Estas relaciones permiten la integración rápida de los avances tecnológicos y la adquisición rentable de componentes de alta calidad. Nuestros sistemas de gestión de la calidad mantienen estándares rigurosos durante todo el proceso de fabricación, asegurando un rendimiento y una fiabilidad constantes en todos los lotes de producción.
Los servicios integrales de soporte técnico abarcan todo el ciclo de vida del sistema, desde la consulta inicial y el dimensionamiento del sistema hasta la instalación, puesta en servicio y el soporte continuo de mantenimiento. Nuestra red global de servicios ofrece experiencia técnica local y disponibilidad de piezas de repuesto, lo que minimiza el tiempo de inactividad y garantiza un rendimiento óptimo del sistema. Los esfuerzos continuos de desarrollo tecnológico se centran en mejorar la eficiencia energética, reducir los requisitos de mantenimiento y ampliar las capacidades de aplicación para satisfacer las demandas cambiantes del mercado.
Conclusión
La Sistema de Ósmosis Inversa UF RO para Reutilización Industrial del Agua, Agricultura y Reciclaje de Aguas Residuales representa una solución integral para las organizaciones que buscan estrategias sostenibles de gestión del agua, equilibrando la responsabilidad ambiental con la eficiencia operativa. Esta avanzada tecnología de tratamiento permite una reducción significativa del consumo de agua dulce, al tiempo que convierte las corrientes de aguas residuales en recursos valiosos para su reutilización. Su diseño robusto, sus controles inteligentes y su historial probado de rendimiento hacen de este sistema una excelente inversión para instalaciones comprometidas con la sostenibilidad a largo plazo y el cumplimiento normativo. Mediante la integración cuidadosa de tecnologías de ultrafiltración y ósmosis inversa, este sistema ofrece resultados consistentes en cuanto a la calidad del agua, lo que respalda diversas aplicaciones industriales y agrícolas, contribuyendo simultáneamente a los objetivos más amplios de conservación ambiental.