Cost-effectiveness Reverse Osmosis Water Purification System for Industrial Groundwater and River Water Filtration with CE
- Overview
- Recommended Products
Description:
In the modern industrial landscape, access to reliable and pure water is not a luxury—it is a operational necessity. As factories and processing plants grapple with rising operational costs and stringent environmental regulations, the demand for smart, sustainable, and budget-friendly water treatment solutions has never been higher. Our Cost-effectiveness Reverse Osmosis Water Purification System for Industrial Groundwater and River Water Filtration with CE is engineered to meet this exact challenge. By combining advanced membrane technology with energy-efficient design, we provide a turnkey solution that delivers high-purity output without straining your capital or operational budgets.
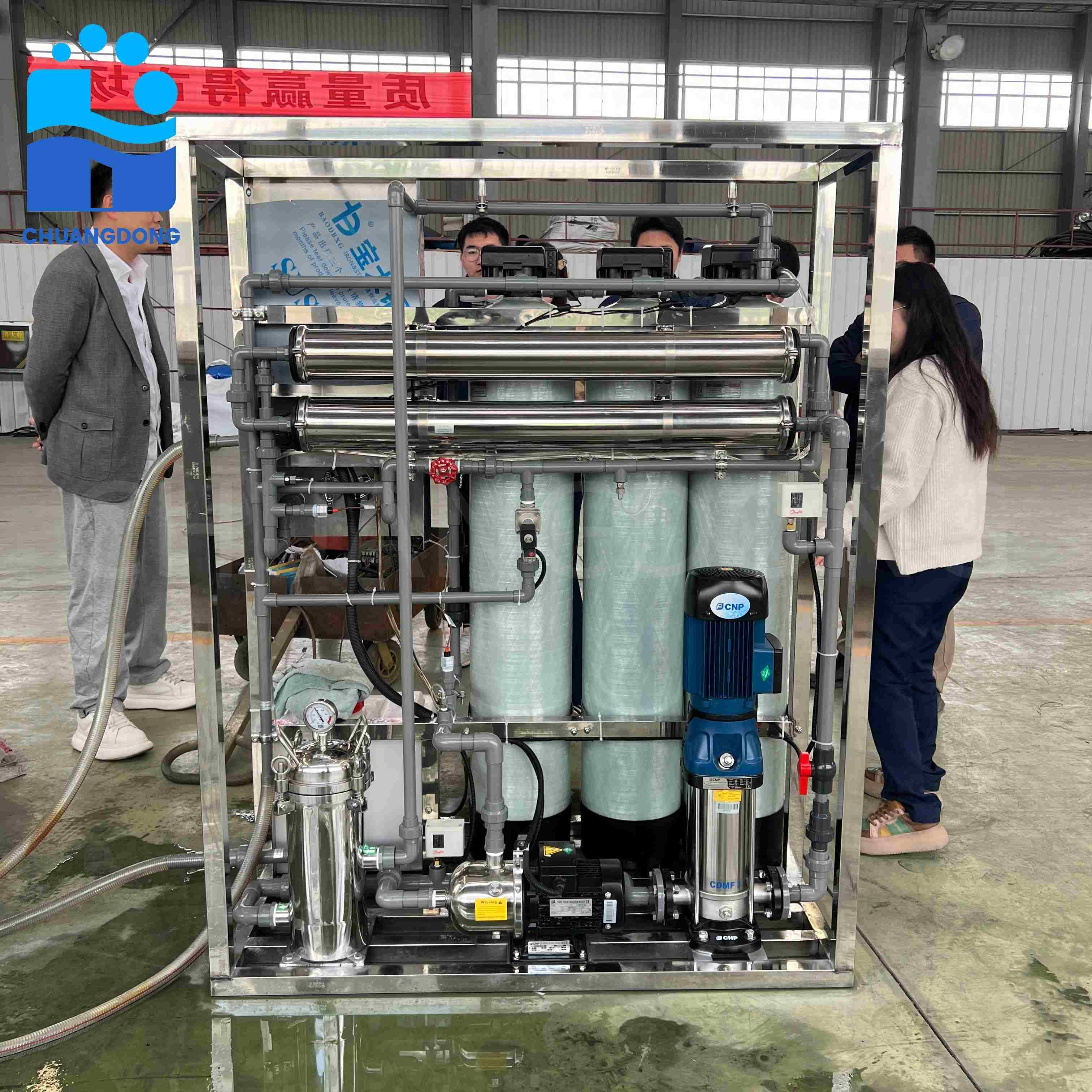
Specifications:
| Name | Ultrafiltration UF Water Treatment Systems |
| product name | industrial water purifier |
| Fuselage material | Stainless steel |
| Desalinization rate | 98% |
| Valve | Automatic or manual |
| Filter | Quartz sand, activated carbon, precision filter |
| Recovery | 60%-70% |
| Operating voltage | 380V50HZ(optional) |
| Operating temperature | 15-30℃ |
| Pipe material | UPVC |
| Feed water | City tap/underground water/River/Rain Water/Tap water |
| Type | Pure Water Treatment System |
| Pretreatment | Quartz sand, activated carbon filter |
| Feed Water TDS | ≤1000PPM |
| Organic matter removal rate | ≥99% |
| Bacterial removalrate | ≥99.9% |
| backwash cycle | 24h |
| Pressure | 1.0-1.5MPa |
| Application | drinking,bottling,industrial,etc |
Applications:
Applications Across Industries
The versatility of this industrial groundwater RO system makes it suitable for a wide array of sectors:
Food & Beverage: Process water, ingredient water, and bottle washing.
Light Industry & Manufacturing: Surface treatment, rinsing, and boiler feed water.
Community Water Stations: Providing high-quality drinking water from local wells or rivers.
In conclusion, our Cost-effectiveness Reverse Osmosis Water Purification System for Industrial Groundwater and River Water Filtration with CE represents the ideal balance between advanced filtration technology and economic sensibility. It transforms unpredictable raw water sources into a consistent, high-quality asset for your business, ensuring that pure water is never a bottleneck to your productivity.
Contact us today to discuss your raw water analysis and discover how our CE-certified solutions can be customized to meet your industrial water needs.
Advantages:
Technical Excellence Meets Energy Efficiency
What truly defines a cost-effective system is not just the purchase price, but the total cost of ownership. Our reverse osmosis purification system is designed with this philosophy at its core.
High Rejection & Recovery Rates
We utilize high-permeability composite RO membranes (available in brand options such as Dow, Hydranautics, or Toray) that boast a consistent desalination rate of ≥99% . This ensures the effective removal of dissolved salts, heavy metals, bacteria, and viruses, producing water that meets the stringent requirements for industrial applications. Furthermore, the system is optimized for a high water recovery rate (typically 60%-75%), minimizing wastewater and reducing the burden on raw water intake—a critical factor for both environmental compliance and operational thriftiness .
Intelligent Operation and Safety
The system is equipped with a fully automatic PLC control system, featuring interfaces from renowned brands like Siemens or Mitsubishi . This smart controller enables:
Automated start/stop based on tank liquid levels, eliminating the need for dedicated operators.
Multiparameter online monitoring of pressure, flow, and water quality (TDS/Conductivity), providing real-time data for process optimization.
Protective functions including low-pressure and high-pressure switches to safeguard the high-pressure pump, ensuring the longevity of core components .
FAQ:
Why choose Qingdao Chuangdong Water Treatment Co., Ltd?
Technological leadership: The company has a first-class R&D team and continuously optimizes product technology.
Efficient and environmentally friendly: We are committed to providing water treatment equipment that is efficient, energy-saving, and environmentally friendly.
Customized services: Provide personalized solutions and equipment customization services based on customer needs.
Global Cooperation: Our products are exported to multiple countries and regions such as Europe, America, and Southeast Asia, and have won high praise from numerous international customers.
Whether you are an individual user or a corporate customer, Qingdao Chuangdong Water Treatment Co., Ltd. will provide you with the most professional services and the highest quality products. If you have any water treatment needs, please feel free to contact us at any time! We look forward to working with you to promote the sustainable use of global water resources.