In an era where water scarcity and pollution pose growing challenges to both industrial productivity and human health, RO (Reverse Osmosis) technology has emerged as a game-changing solution, revolutionizing the way we purify water for industrial and domestic applications. Unlike traditional filtration methods that merely remove large particles, RO reverse osmosis leverages advanced membrane technology and physical principles to achieve deep purification, effectively eliminating heavy metals, bacteria, viruses, trace chemicals, and other contaminants that are often invisible to the naked eye. As a core pillar of modern water treatment systems, it not only ensures the stability and safety of water supply but also promotes energy conservation, cost reduction, and sustainable development across various sectors. RO reverse osmosis technology operates on a simple yet sophisticated principle: by applying pressure greater than the osmotic pressure of water, it forces water molecules through a semi-permeable membrane with extremely small pores—typically 0.0001 microns, which is 1/10000 the size of a hair strand and 1/500 the size of a bacteria cell. This membrane acts as a strict "sieve," allowing only pure water molecules to pass through while blocking nearly all impurities, including dissolved solids, organic compounds, and microorganisms. This physical separation process requires no chemical additives, making it environmentally friendly and avoiding secondary pollution, a key advantage over chemical purification methods that may leave residual substances in water.
1. Applications in the Industrial Sector
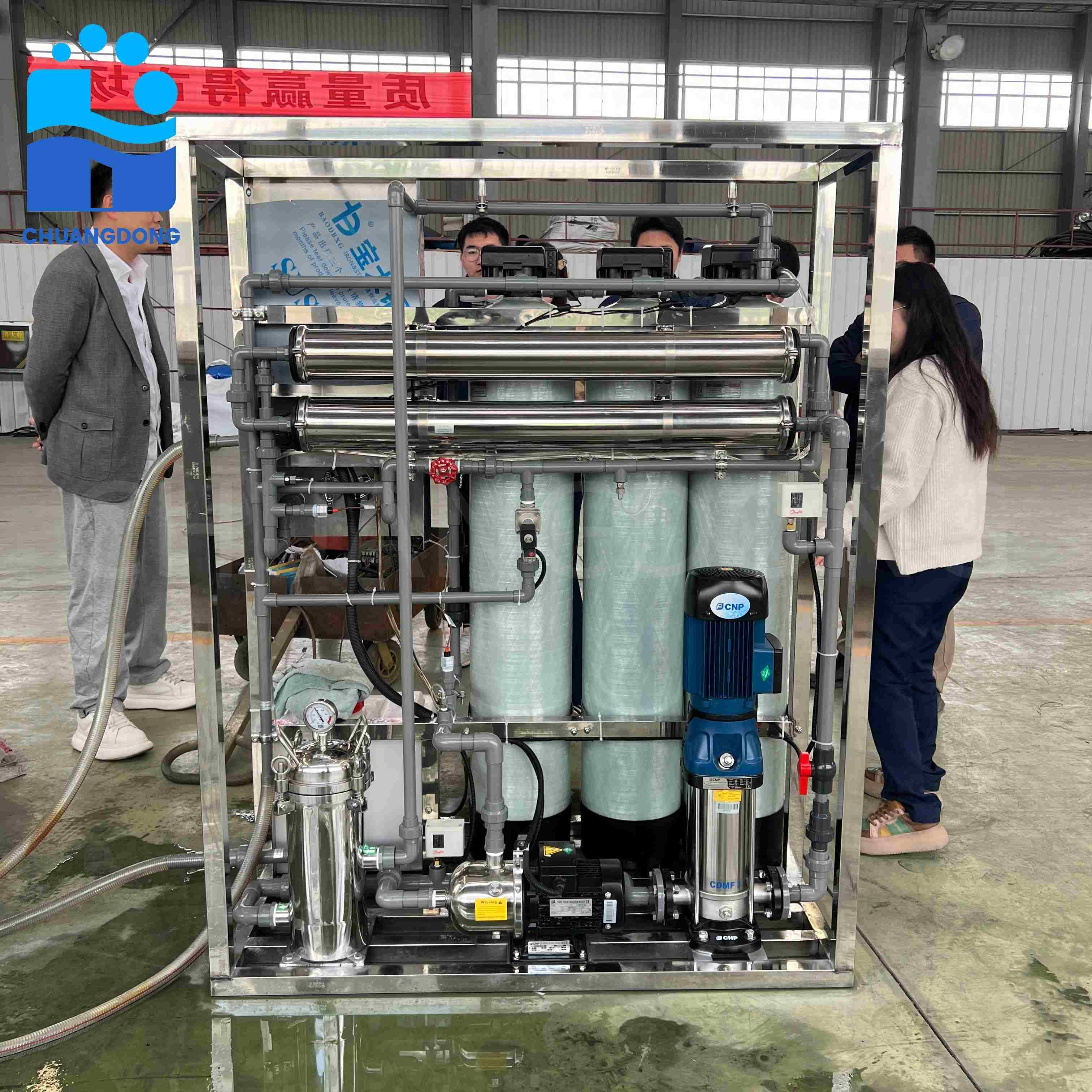
For the industrial field, water quality directly determines production efficiency, product quality, and equipment lifespan—factors that are critical to a company’s competitiveness. RO reverse osmosis technology, with its stable high recovery rate (usually 70%-90% for industrial systems) and consistent purification performance, is widely applied in production line cooling, product cleaning, high-end manufacturing, and process water supply, providing stable, high-quality feed water that meets the strictest industrial standards for subsequent production processes.
In the chemical industry, for instance, stable low-conductivity feed water (with conductivity below 10 μS/cm in most cases) is the foundation of many chemical reactions, cleaning and rinsing procedures, and formula preparation. Chemical reactions are highly sensitive to impurities in water; even trace amounts of ions or organic substances can alter reaction rates, produce by-products, or affect the purity of the final product. By removing these contaminants, RO systems effectively avoid product batch variations caused by water quality fluctuations, reducing waste and improving production yield.
In the petrochemical industry, RO-purified water is also used for crude oil desalination, preventing salt deposits from damaging refining equipment and ensuring the smooth operation of the production line. Protecting expensive industrial equipment is another major benefit of RO reverse osmosis technology in industrial settings. Water naturally contains scale-forming ions such as calcium and magnesium, which, when heated or evaporated, can form hard scale on the inner walls of boilers, cooling towers, heat exchangers, and precision instruments. This scale not only reduces heat transfer efficiency—leading to higher energy consumption—but also causes corrosion and blockages, shortening equipment lifespan and increasing maintenance costs. RO systems can remove over 99% of these scale-forming ions, significantly reducing fouling and corrosion, extending equipment service life by 30%-50% in some cases, and lowering annual maintenance costs for enterprises.
Moreover, RO reverse osmosis technology plays a crucial role in improving the quality of final industrial products, especially in industries with strict water quality requirements such as food, beverage, and pharmaceuticals. In the food and beverage industry, pure water is essential for raw material cleaning, product mixing, and sterilization. Impurities in water can affect the taste, clarity, color, and shelf life of products—for example, excessive mineral content can make beverages taste bitter, while bacteria can cause spoilage. RO-purified water ensures that food and beverage products maintain consistent quality and safety, meeting national and international health standards. In the pharmaceutical industry, water purity is even more critical, as impurities in water can affect the efficacy and safety of drugs. RO systems provide pharmaceutical-grade pure water that meets the standards of the Pharmacopoeia, ensuring the quality and reliability of pharmaceutical products.
2. Domestic Water Supply
With the improvement of living standards and the growing awareness of health, people’s demand for safe and high-quality drinking water is increasing. RO reverse osmosis technology has gradually entered thousands of households, becoming the core of domestic water purification systems, thanks to its micron-level membrane pore size and efficient purification capacity. It can effectively trap most contaminants in tap water, including chemical pollutants (such as lead, mercury, arsenic, residual chlorine, and antibiotic residues), biological contaminants (bacteria, viruses, cysts), and physical contaminants (limescale, sediment, and suspended particles), building an ultimate safety barrier for family drinking water. One of the most important advantages of RO reverse osmosis technology in domestic use is its ability to protect the health of vulnerable groups, especially children. Heavy metals such as lead and arsenic in tap water can accumulate in the human body over time, causing irreversible damage to children’s nervous system development, intellectual growth, and physical health. RO systems can remove nearly 100% of these heavy metals, ensuring that children drink safe and pure water.
Based on the physical sieving principle, RO membranes can also remove nearly 100% of bacteria (such as Escherichia coli and Salmonella), viruses (e.g., norovirus, rotavirus, and hepatitis A virus), and cysts (such as Cryptosporidium) in water, offering critical protection for family members with weak immunity, such as the elderly, pregnant women, and people with chronic diseases. In addition to ensuring water safety, RO reverse osmosis technology also significantly improves water taste and quality of life for families. Tap water often contains residual chlorine, which can produce an unpleasant odor, while limescale can affect the taste of drinking water and leave stains on tableware, kettles, and faucets.
RO-purified water removes these impurities, making the water crisp, sweet, and odorless. Whether used for direct drinking, brewing tea, making coffee, or simmering soup, pure water can better highlight the original flavor of food and beverages—for example, tea brewed with RO-purified water is clearer, more fragrant, and has a smoother taste, while soup simmered with pure water is more flavorful and nutritious. Furthermore, using RO-purified water can also reduce limescale deposits on household appliances such as water heaters, kettles, and coffee makers, extending their service life and reducing cleaning efforts. RO Reverse Osmosis at Chuangdong Water Treatment As a professional provider of water treatment solutions, Chuangdong Water Treatment has long focused on the research, development, and application of RO reverse osmosis technology, committed to providing efficient, reliable, and customized water purification solutions for both industrial and domestic users. Unlike many suppliers that are tied to a single membrane manufacturer, Chuangdong offers a wide range of manufacturer-independent membrane element options, allowing customers to choose the most suitable membrane elements based on their specific water quality, water volume, and purification requirements. Combined with advanced membrane separation technology, intelligent control systems, and professional engineering design, Chuangdong provides a variety of combination solutions, including RO single-membrane systems, RO double-membrane systems, and integrated water purification systems that combine RO with pre-filtration and post-filtration. These solutions are widely applicable to various industrial fields such as chemical, food, beverage, pharmaceutical, and electronics, as well as domestic households, villas, and communities. In addition to providing high-quality equipment and solutions, Chuangdong Water Treatment also offers comprehensive after-sales services, including on-site water quality testing, equipment installation, commissioning, maintenance, and technical training.
The company’s professional technical team has rich experience in water treatment projects, able to provide timely and effective technical support for customers, ensuring the stable operation of RO systems and maximizing the benefits of customers. Whether you are an enterprise looking for industrial water treatment solutions or a family in need of domestic water purification, Chuangdong Water Treatment can provide you with personalized services and high-quality products. You can learn more information here (Add product link).
In conclusion, RO reverse osmosis technology has become an indispensable part of modern water treatment, delivering efficient, safe, and sustainable purification solutions for both industrial and domestic water use. With its advanced technology, stable performance, and wide application range, it will continue to play a more important role in addressing global water challenges, promoting industrial upgrading, and protecting human health in the future. Chuangdong Water Treatment will also continue to innovate and make unremitting efforts to provide better RO reverse osmosis solutions for customers around the world.
 ×
×





 Hot News
Hot News