












Introduction
Les installations industrielles modernes à travers le monde font face à des défis croissants en matière de traitement et de purification de l’eau, ce qui exige des solutions fiables, efficaces et conformes, pouvant être déployées rapidement et intégrées sans heurt dans les opérations existantes. Le Systèmes de traitement d'eau en conteneur certifiés CE/ISO | Système industriel d’osmose inverse (RO) de 50 à 500 m³/j représente l’apogée de la technologie avancée de traitement de l’eau, combinant des capacités robustes d’osmose inverse avec la commodité d’un design modulaire en conteneur. Ces systèmes répondent au besoin critique de purification d’eau de haute qualité dans les environnements industriels, où les contraintes d’espace, les exigences de mobilité et les normes de qualité rigoureuses convergent pour imposer des solutions techniques innovantes.
Conçues pour leur polyvalence et leurs performances, ces solutions de traitement de l’eau en conteneurs éliminent les complexités traditionnellement associées à la construction sur site et à l’installation d’installations classiques de traitement. La philosophie de conception « prêt-à-l’emploi » garantit que les installations peuvent atteindre une disponibilité opérationnelle dans des délais minimaux, tout en préservant les plus hauts standards de qualité de l’eau traitée. Cette approche révolutionnaire du traitement industriel de l’eau a transformé la manière dont les entreprises répondent à leurs besoins de purification, offrant une flexibilité sans précédent sans compromettre ni les performances ni la conformité réglementaire.
Aperçu du produit
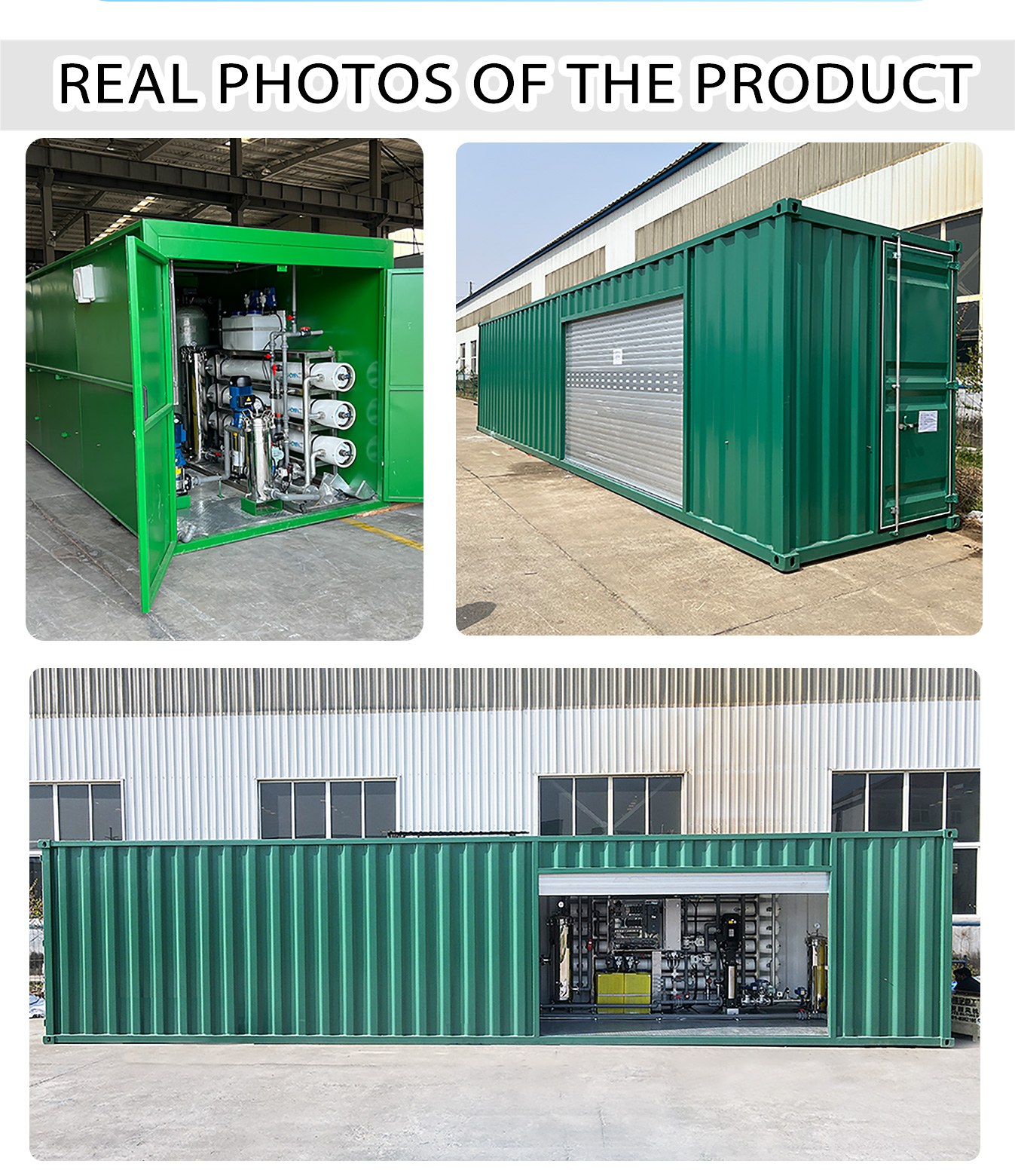
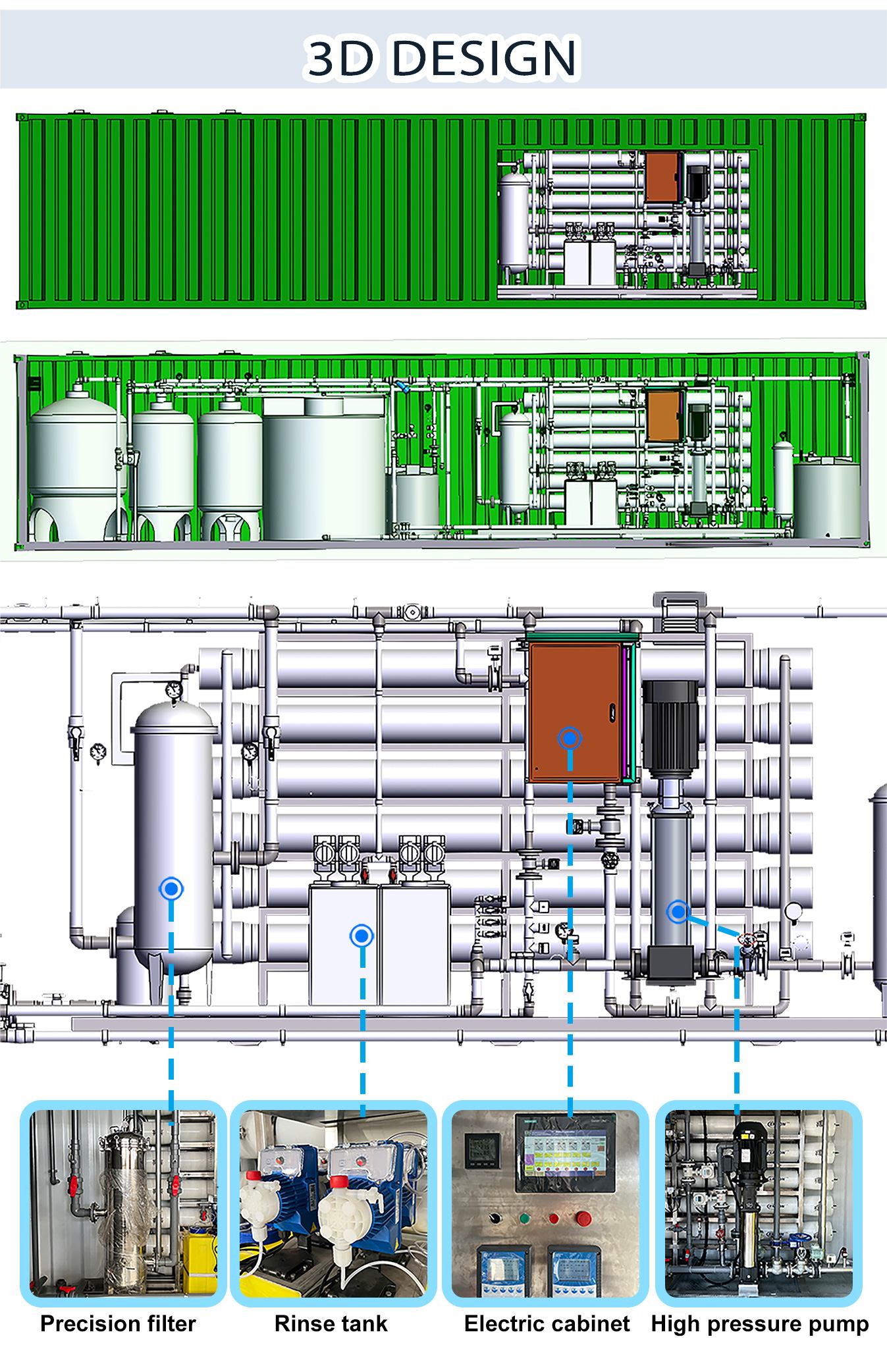
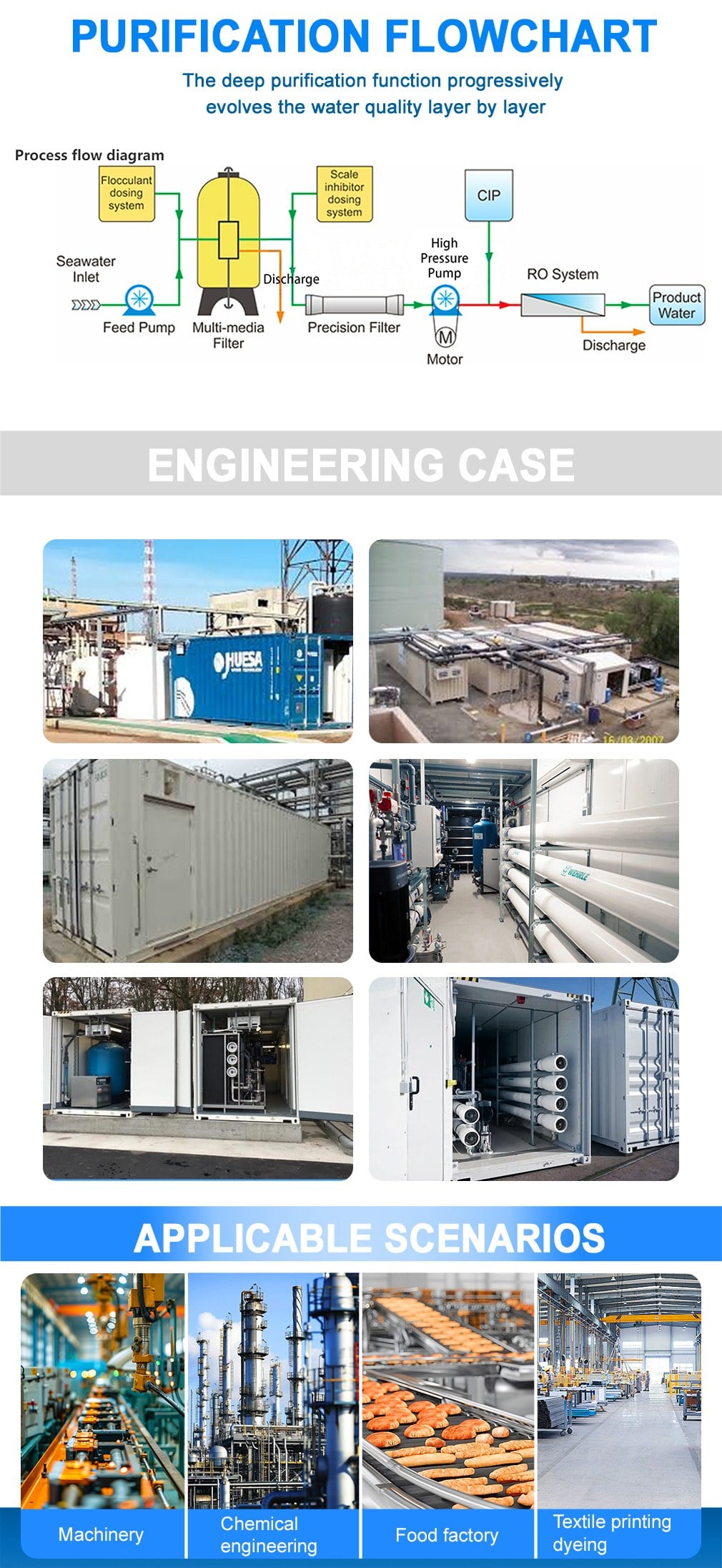
Les systèmes de traitement de l’eau en conteneur certifiés CE/ISO constituent une solution complète intégrant une technologie avancée d’osmose inverse dans un châssis robuste et étanche aux intempéries. Ces systèmes sont soigneusement conçus pour traiter diverses sources d’eau brute tout en fournissant en continu une eau de haute pureté, adaptée à une large gamme d’applications industrielles. La conception en conteneur assure une protection totale de tous les composants internes tout en garantissant un accès aisé aux opérations de maintenance et de surveillance.
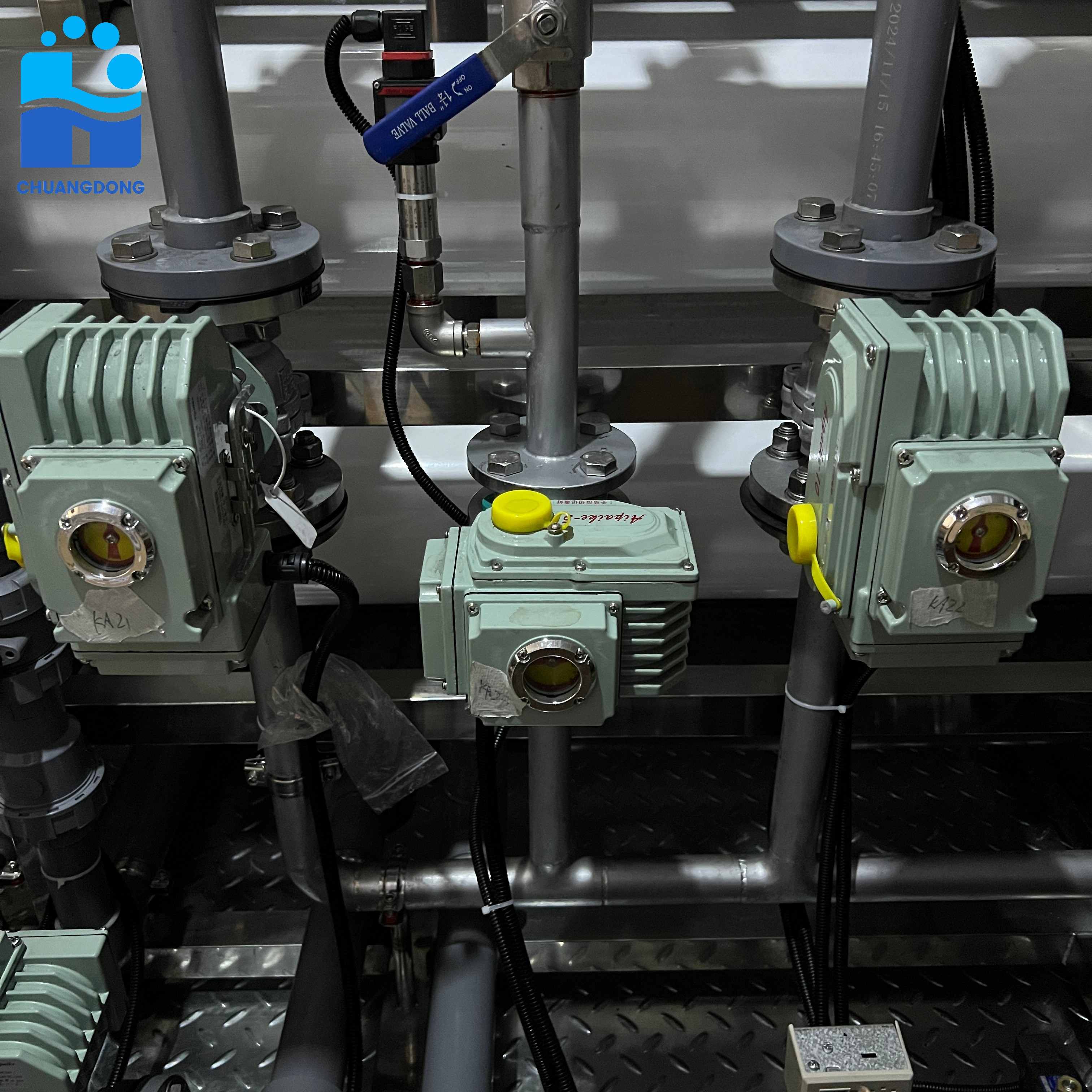
Chaque système intègre plusieurs étapes de filtration et de purification, commençant par des modules de prétraitement qui conditionnent l’eau entrante et prolongent la durée de vie opérationnelle des composants situés en aval. Le cœur du système réside dans ses membranes sophistiquées à osmose inverse, qui éliminent efficacement les sels dissous, les composés organiques et d’autres contaminants afin de produire une eau répondant aux normes industrielles ou les dépassant. Des systèmes de commande avancés surveillent en continu les paramètres de performance et ajustent automatiquement les conditions de fonctionnement afin de maintenir une efficacité optimale et une qualité constante de la production.
L'architecture modulaire de ces systèmes conteneurisés permet un déploiement évolutif, ce qui permet aux installations de mettre en œuvre une capacité de traitement parfaitement adaptée à leurs besoins actuels, tout en conservant la flexibilité nécessaire pour étendre cette capacité à mesure que les exigences opérationnelles évoluent. Cette évolutivité va au-delà d'une simple augmentation de la capacité et englobe différentes configurations de traitement, permettant ainsi une personnalisation en fonction de défis spécifiques liés à la chimie de l'eau ou de besoins particuliers en matière de pureté imposés par les procédés en aval.
Caractéristiques et avantages
Technologie avancée d'osmose inverse
La technologie d'osmose inverse intégrée à ces systèmes conteneurisés représente les dernières avancées en matière de science et d'ingénierie des membranes. Des membranes haute performance assurent un taux de rejet exceptionnel des contaminants tout en maintenant une efficacité énergétique qui réduit considérablement les coûts d'exploitation. La configuration des membranes est optimisée pour traiter des qualités variables d'eau brute, garantissant ainsi des performances constantes dans différentes régions géographiques ainsi que face aux variations saisonnières des caractéristiques de l'eau source.
Conception du conteneur étanche aux intempéries
Le boîtier robuste offre une protection complète contre les conditions environnementales extrêmes, garantissant un fonctionnement fiable dans des conditions climatiques variées. Les systèmes d’isolation maintiennent des températures de fonctionnement optimales pour tous les composants, tandis que les systèmes de ventilation empêchent l’accumulation d’humidité et assurent une circulation d’air adéquate. L’intégrité structurelle de la conception du boîtier permet un transport et une installation sûrs dans des lieux difficiles, où la construction d’installations traditionnelles de traitement serait impraticable ou impossible.
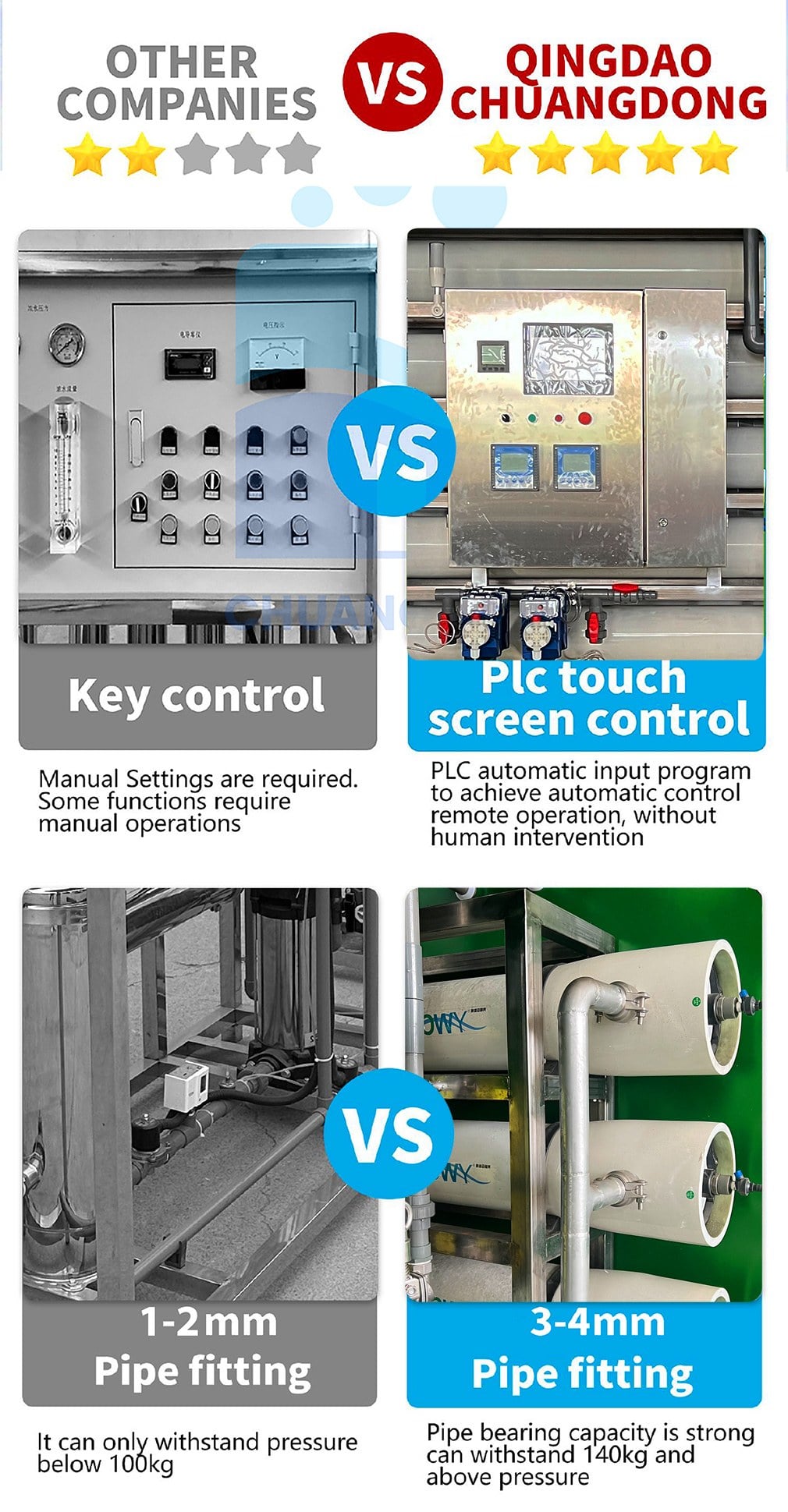
Systèmes de Contrôle Intelligent
Des systèmes sophistiqués d'automatisation et de surveillance assurent une supervision en temps réel de tous les paramètres opérationnels, permettant ainsi une planification proactive de la maintenance et une gestion optimisée des performances. Les fonctionnalités de surveillance à distance permettent aux opérateurs de suivre les performances du système depuis des emplacements centraux, réduisant ainsi le besoin de personnel sur site tout en garantissant une réponse rapide à toute anomalie opérationnelle. L'interface conviviale simplifie les opérations quotidiennes et fournit une journalisation complète des données pour assurer la conformité réglementaire et l'analyse des performances.
Applications et cas d'utilisation
Les industries manufacturières comptent sur ces systèmes de traitement de l’eau en conteneur pour fournir une eau de processus constante et de haute qualité, répondant aux exigences de production les plus strictes. Les installations de fabrication électronique utilisent ces systèmes pour produire de l’eau ultrapure, essentielle à la fabrication de semi-conducteurs et aux opérations de nettoyage de précision. Les entreprises pharmaceutiques et biotechnologiques dépendent de la fiabilité de la qualité de la production pour soutenir des procédés manufacturiers critiques, où la pureté de l’eau influe directement sur la qualité du produit et le respect des réglementations.
Les opérations de transformation des aliments et des boissons tirent profit de la mobilité et de la fiabilité des systèmes conteneurisés, en particulier dans les installations où un déploiement rapide ou une installation temporaire est requise. Ces systèmes offrent la flexibilité nécessaire lors d’extensions d’installations, de périodes de maintenance des équipements ou d’augmentations saisonnières de la production. Les usines de production d’eau embouteillée apprécient la nature évolutive de ces systèmes, qui permettent d’ajuster la capacité en fonction des fluctuations de la demande du marché tout en préservant une qualité constante du produit.
Les opérations minières et d’exploration pétrolière menées dans des zones éloignées trouvent les systèmes de traitement de l’eau en conteneurs extrêmement précieux pour mettre en place des approvisionnements en eau fiables là où les infrastructures traditionnelles font défaut. Le caractère autonome de ces systèmes permet un déploiement rapide afin de soutenir les opérations de forage, les installations de campement et les procédés industriels dans des zones géographiques difficiles. Les interventions d’urgence tirent également profit de leur mobilité et de leurs capacités de déploiement rapide, offrant une capacité critique de traitement de l’eau en cas de catastrophe naturelle ou de défaillance des infrastructures.
Contrôle qualité et conformité
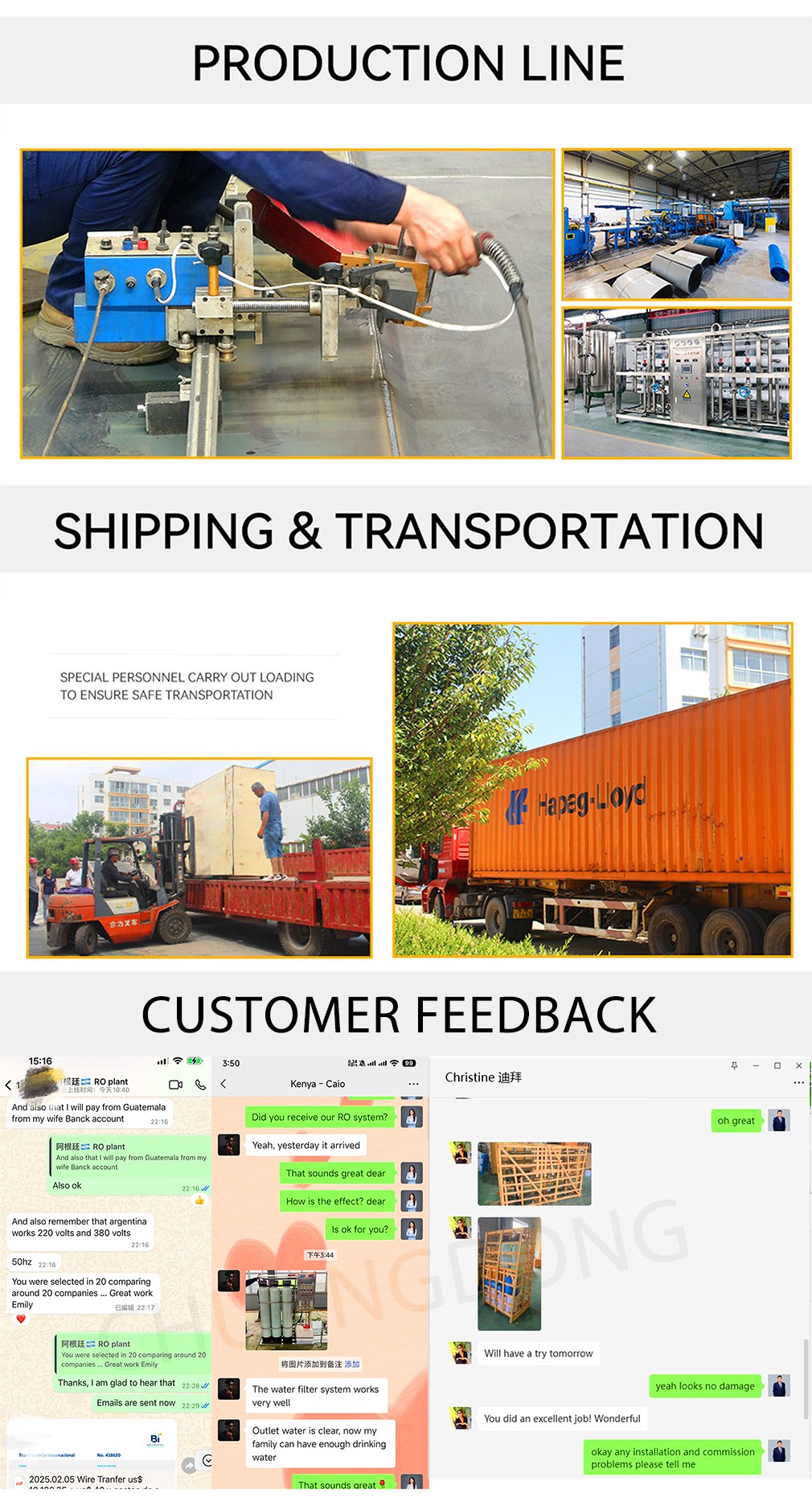
Des protocoles complets d'assurance qualité garantissent que chaque système de traitement de l'eau en conteneur certifié CE/ISO répond aux normes internationales les plus exigeantes en matière de performance, de sécurité et de fiabilité. Le processus de fabrication intègre des procédures d'essai rigoureuses permettant de valider les performances des composants, l'intégration du système et ses capacités opérationnelles globales avant expédition. Le contrôle qualité ne se limite pas à la phase initiale de fabrication, mais s'étend également aux services d'assistance continue, qui contribuent à maintenir des performances optimales tout au long du cycle de vie du système.
La conformité aux exigences de marquage CE démontre l’adhésion aux normes européennes en matière de sécurité, de santé et de protection de l’environnement, tandis que la certification ISO valide le respect de systèmes de management de la qualité reconnus internationalement. Ces certifications offrent aux acheteurs internationaux la garantie que les systèmes répondent à des exigences réglementaires strictes et peuvent être déployés en toute confiance dans des environnements réglementés à travers le monde. Des audits réguliers et des processus d’amélioration continue permettent de maintenir les normes de fabrication à jour par rapport aux exigences réglementaires évolutives.
Les dossiers documentaires accompagnant chaque système comprennent des certificats de conformité complets, les résultats des essais de performance et des manuels d’exploitation, qui facilitent les procédures d’approbation réglementaire sur les marchés cibles. L’approche standardisée de la documentation qualité simplifie le processus d’achat pour les acheteurs internationaux tout en garantissant que toutes les exigences réglementaires nécessaires sont satisfaites avant le déploiement du système.
Options de personnalisation et de marquage
Des capacités de personnalisation étendues permettent d’adapter les systèmes de traitement de l’eau en conteneur aux exigences opérationnelles spécifiques et aux préférences esthétiques. Des modifications techniques peuvent tenir compte de caractéristiques uniques des eaux d’alimentation, de besoins particuliers en matière de qualité de l’eau traitée ou encore de l’intégration avec les infrastructures existantes de l’installation. La philosophie de conception modulaire facilite ces personnalisations sans compromettre la fiabilité du système ni sa conformité aux normes de certification.
Les options de personnalisation de la marque et de l’apparence permettent aux clients d’harmoniser l’aspect du système avec les standards d’identité visuelle de l’entreprise ou avec les exigences de conception de l’installation. Les finitions extérieures peuvent être modifiées afin d’intégrer les couleurs institutionnelles, les logos et les panneaux signalétiques, tout en conservant les propriétés protectrices de l’enveloppe conteneur. Des modifications de l’aménagement intérieur peuvent optimiser l’accessibilité et les flux de maintenance pour répondre aux préférences opérationnelles spécifiques ou aux contraintes d’espace.
La personnalisation avancée s’étend aux interfaces des systèmes de commande, permettant leur intégration aux systèmes existants de gestion des installations ou leur adaptation à des exigences spécifiques de surveillance et de reporting. Ces modifications garantissent une intégration transparente dans des environnements opérationnels variés, tout en préservant les caractéristiques normalisées de performance et de fiabilité qui définissent la conception fondamentale du système.
Emballage et soutien logistique
Un emballage complet et un soutien logistique assurés garantissent le transport sécurisé et la livraison efficace des systèmes de traitement de l’eau en conteneurs vers des destinations internationales. La conception intrinsèque en conteneur simplifie la logistique d’expédition tout en offrant une protection maximale aux composants internes pendant le transport. Des systèmes de fixation spécialisés empêchent les dommages aux composants tout en maintenant leur accessibilité pour les inspections et les procédures de dédouanement.
Les lots de documentation comprennent des bordereaux d'expédition détaillés, des spécifications techniques et des documents douaniers qui facilitent les opérations internationales d'expédition. La coordination avec les transitaires et les courtiers en douane simplifie la procédure d'importation pour les acheteurs étrangers, réduit les retards et garantit la conformité aux exigences locales en matière d'importation. Les dimensions normalisées des conteneurs assurent leur compatibilité avec les infrastructures mondiales de transport maritime, permettant ainsi un acheminement économique vers pratiquement n'importe quelle destination dans le monde.
Les services d'assistance à l'installation complètent les capacités logistiques, en fournissant une assistance technique et une aide à la coordination afin de garantir un déploiement et une mise en service corrects du système. L'assistance technique à distance durant l'installation réduit la nécessité de faire appel à du personnel technique sur site, tout en assurant une configuration optimale du système et des performances opérationnelles initiales.
Pourquoi Nous Choisir
Notre entreprise possède une vaste expérience dans le développement et la fabrication de solutions avancées de traitement des eaux pour les marchés internationaux, ce qui lui a valu une réputation d’innovation, de qualité et de fiabilité s’étendant sur plusieurs continents et dans des secteurs industriels variés. Cette expertise de longue date dans les systèmes de traitement des eaux conçus sur mesure constitue la base permettant de fournir des solutions en conteneurs répondant aux besoins évolutifs des opérations industrielles modernes.
Nos réseaux mondiaux de collaboration nous permettent de comprendre les exigences et préférences régionales tout en maintenant des caractéristiques de qualité et de performance normalisées sur tous les marchés. Notre engagement en faveur de l’innovation continue garantit que nos systèmes de traitement des eaux en conteneurs, certifiés CE/ISO, intègrent les dernières avancées technologiques tout en conservant la fiabilité éprouvée dont les clients dépendent pour leurs opérations critiques.
En tant que fournisseur reconnu de solutions de traitement des eaux industrielles, nous proposons des services d’assistance complets qui vont au-delà de la livraison initiale du système pour inclure une assistance technique continue, des conseils en matière de maintenance et des consultations sur l’optimisation des performances. Cette approche globale du service client garantit un retour sur investissement maximal tout en minimisant les perturbations opérationnelles durant tout le cycle de vie du système.
Conclusion
Les systèmes de traitement de l’eau en conteneur certifiés CE/ISO représentent un changement de paradigme dans le domaine du traitement industriel de l’eau, combinant une technologie avancée d’osmose inverse à une conception innovante en conteneur afin d’offrir une flexibilité et des performances sans précédent. Ces systèmes répondent aux défis complexes auxquels sont confrontées les installations industrielles modernes en fournissant des solutions fiables, conformes et évolutives pour le traitement de l’eau, pouvant être déployées rapidement et exploitées efficacement dans des applications variées et sur des sites géographiques divers. L’approche d’ingénierie complète, couvrant toutes les étapes — de la conception initiale aux services d’assistance continue — garantit que les clients obtiennent une valeur maximale tout en satisfaisant, avec confiance et efficacité, leurs exigences les plus strictes en matière de qualité de l’eau.





