מערכת RO בעלת יעילות גבוהה: קרמי מתקדמים של הפיכת אוסמוזיס הפוכה (RO) מסירים 99% מהמלח, ומבטיחים זרימת מים עתירת ניקיון עקבייה עבור תהליכים תעשייתיים.
איכות מאושרת והתאמה לתקנים: המתקן מאושר במלואו על-פי תקני ה-CE וה-ISO, ומבטיח ביצועים אמינים, בטיחות ותאימות לדרישות התעשית הבינלאומיות.
בנייה חזקה ועמידה: מבנה מפלדת אלחاظ לא חלודה מסוג 304 ומיכלים לחצים מ-FRP, אשר מבטיחים חיים ארוכים ושירות תחזוקה מינימלי בסביבות קשות.
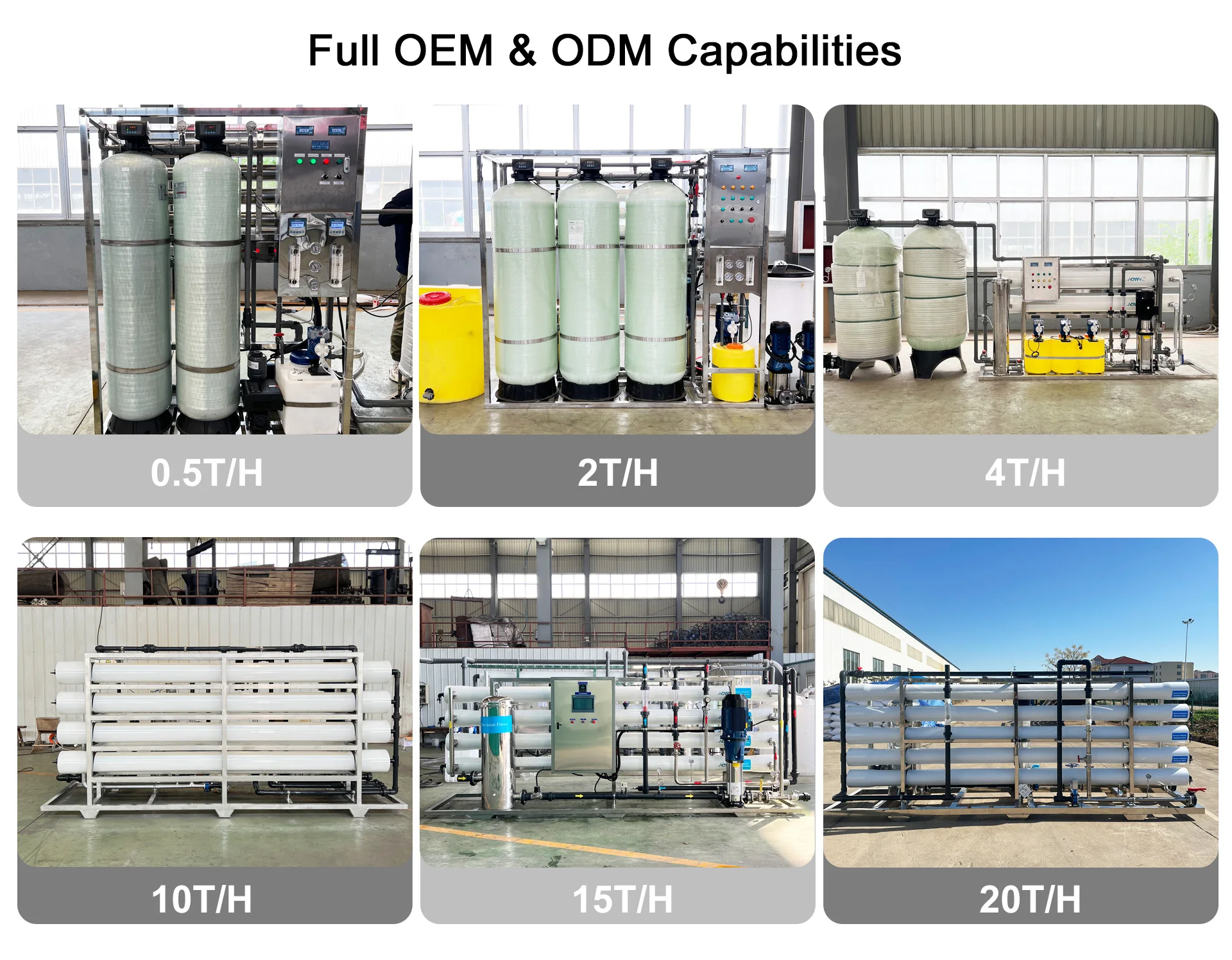
יכולת מותאמת וניתנת להרחבה: עיצוב שניתן להתאים לחלוטין תומך בכל קיבולת, וניתן לשלבו בקלות ליישומים של מים לשתייה, מזון ומשקאות, תעשיות פרמצבטיות, מים למיכלים חמים, ושידוך מי ים.
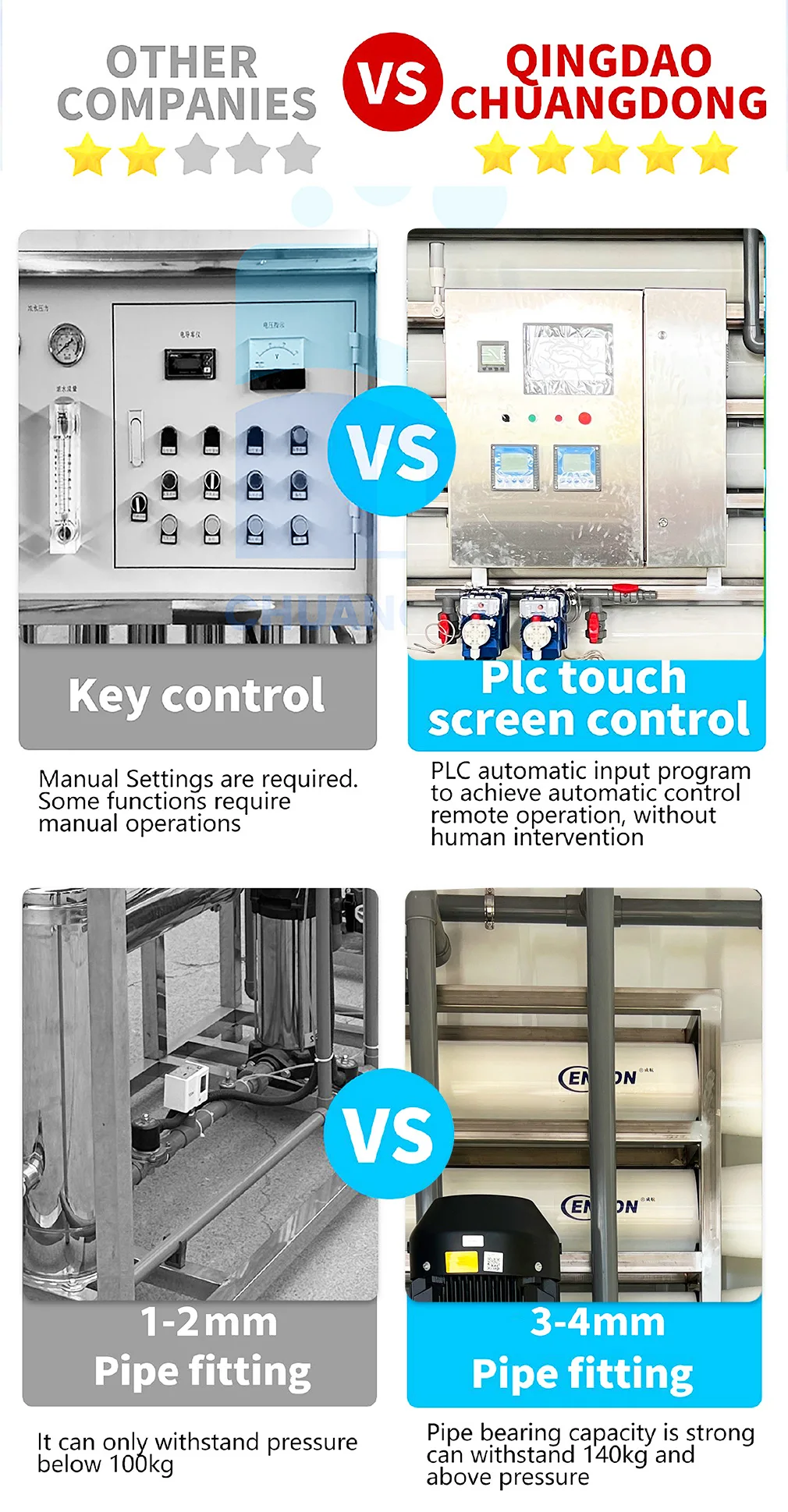
בקרת חכמה וחיסכון באנרגיה: אוטומציה עם מסך מגע PLC, הגנה על מתח נמוך ועיצוב עם יחס שחזור גבוה, מפחיתים את עלויות הפעלה ומבטיחים פעילות יציבה ללא צורך בנוכחות אנושית.
מבוא
לפעולות חקלאיות מודרניות ניצבים אתגרים גדלים באיכות המים, במיוחד כשמדובר במים גשומים מלוחים שיכולים לפגוע קשות בתפוקת היבול וביעילות מערכות ההשקיה. פתרון טיפול המים המתקדם מבוסס אוסמוזה הפוכה מתמודד עם הבעיות החשובות הללו על ידי המרה של מים מלוחים מהאקויפרים התחתונים למי השקיה באיכות גבוהה, המתאימים ליישומים חקלאיים מגוונים. מערכת הניקוי הכוללת הזו משלבת טכנולוגיית קרום מתקדמת יחד עם תהליכי עיבוד מקדים חזקים כדי לספק ביצועי טיפול במים יציבים ואמינים לעסקים חקלאיים מסחריים ברחבי העולם.
ניהול המים החקלאי התפתח באופן משמעותי כשבמאים מחפשים פתרונות ברת-קיימא כדי למקסם את תפוקת היבולים תוך ניהול עלויות הפעלה. זיהום מלח במקורות המים הגרמיים מהווה אתגר מתמיד שדורש גישות טיפול מיוחדות להגנה על יבולים יקרים ותשתית ההשקיה. מערכת הניקוי המקצועית הזו מייצגת פתרון מוכח שמאפשר לפעולות חקלאיות לנצל מקורות מים שהיו בלתי ניתנים לשימוש בעבר, ומורחיבה את אפשרויות ההשקיה תוך שמירה על בריאות היבולים והפוטנציאל לתפוקה האופטימלית.
סקירת המוצר
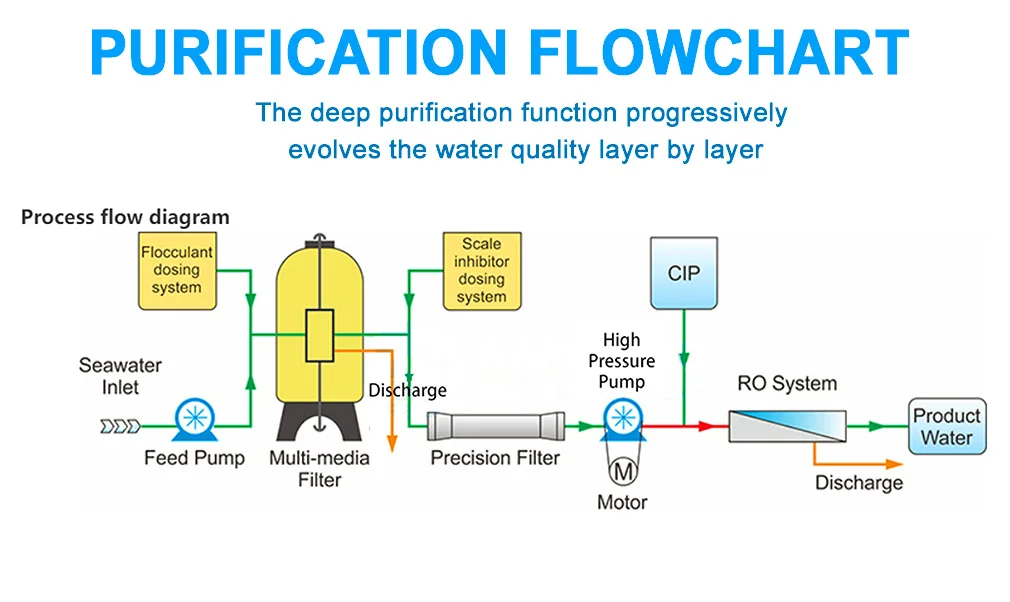
האוסמוזה ההפוכה התעשייתית תחנת טיהור מים כוללת טכנולוגיית סינון על בסיס קרומים מתקדמת במיוחד, שפותחה במיוחד ליישומים של טיהור מים חקלאיים. המערכת המורכבת הזו כוללת מספר שלבים של טיפול אשר מסירים באופן יעיל מלחים, מינרלים ומזיקים הנמצאים בדרך כלל במי באר תת-קרקעית. הבנייה החזקה מבטיחה פעילות אמינה בסביבות חקלאיות קשות, תוך כדי הגשת תקני איכות מים עליונים באופן עקבי, כפי שנדרש להשקיה עדינה של יבולים.
המרכיב המרכזי בעיצוב המערכת הוא אסמבלי הממברנה המתקדם של האוסמוזה ההפוכה, אשר מצליח להשיג יעילות חריגה בהסרת המלח תוך שמירה על שיעורי שחזור מים אופטימליים. רכיבי הטיפול הקדימי המשולבים כוללים סינון משקעים, עיבוד פחמן פעיל ומراחי התאמה של המים, אשר מגנים על ממברנות ה-RO הרגישות מפני כיסוי ומעלים את משך חייהן הפעלתי. גישה כוללת זו לטיפול במים מבטיחה ביצועים מתמידים ודרישות תחזוקה מינימליות בתחומים חקלאיים מגוונים.
ארכיטקטורת המערכת כוללת מערכות בקרה חכמות שמניצות פרמטרים של איכות המים, הלחץ במערכת והביצועים הפעליים בזמן אמת. יכולות הניטור המתקדמות הללו מאפשרות אופטימיזציה מדויקת של התהליך, ומספקות מדדי אזהרה מוקדמת לתכנון תחזוקה ולערכה את הביצועים של המערכת. הממשק הידידותי למשתמש מאפשר למנהלים לנטר בקלות את מצב המערכת ולהתאים את הפרמטרים הפעליים כדי לעמוד בדרישות איכות המים הספציפיות לסוגי יבולים שונים ושיטות השקיה שונות.
תכונות ויתרונות
טכנולוגיהכנולוגיה מתקדמת של קרום
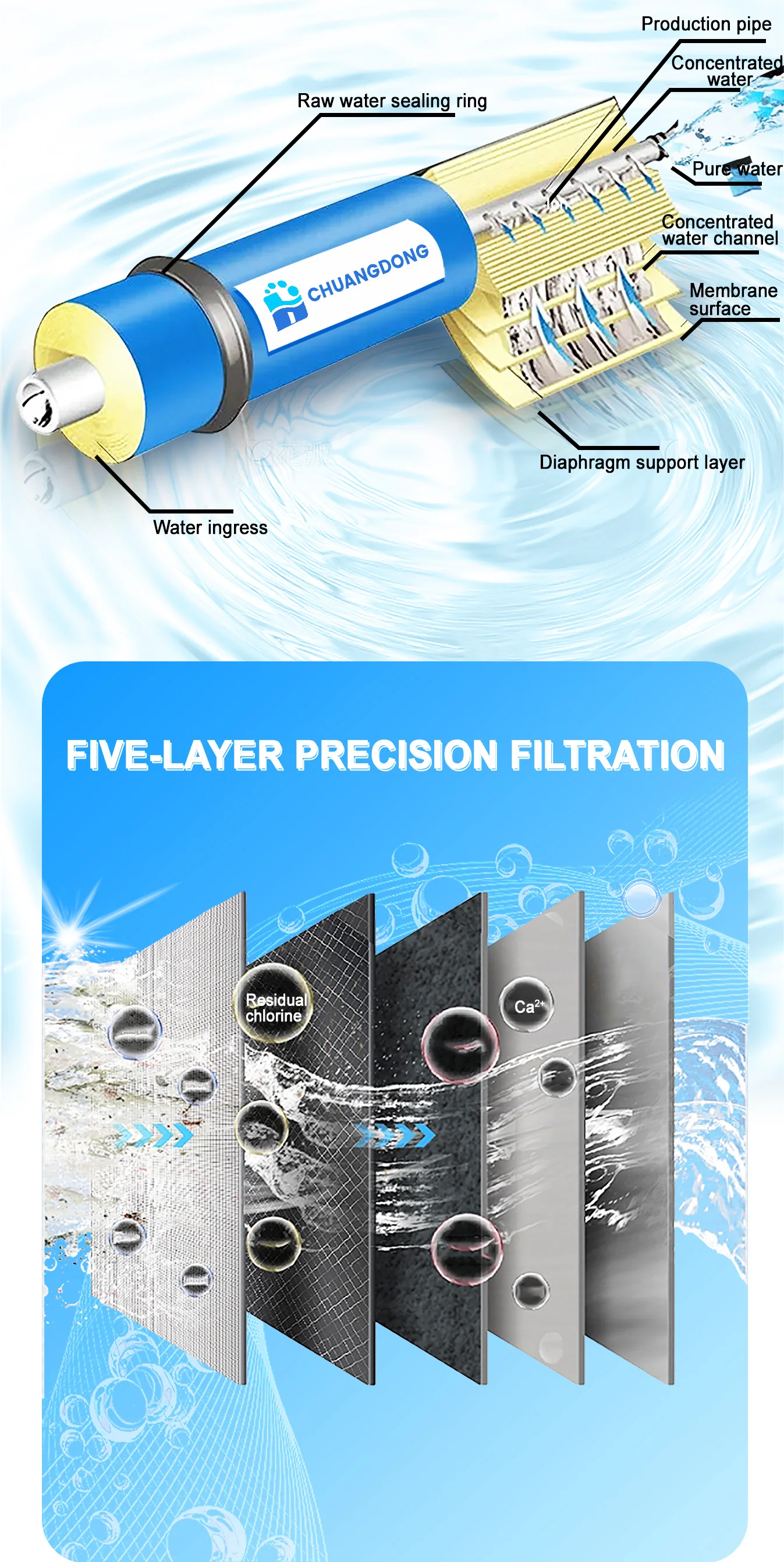
לב פתרון טיפול המים הזה הוא תצורת קרום האוסמוזה ההפוכה המורכבת שלו, אשר מספקת ביצועי הסרת מלח מעולים תוך שימור יעילות אנרגטית. קרומי האוסמוזה בעלי הביצועים הגבוהים נבחרו בקפידה בשל התנגדותם לזיהום ביולוגי ופירוק כימי, מה שמבטיח יציבות באיכות המים לאורך תקופות פעילות ממושכות. טכנולוגיית הקרומים המתקדמת הזו מאפשרת למערכת לעבד מקורות מים קשים עם ריכוזי מלח גבוהים, תוך השגת סטנדרטי איכות המים החמורים הנדרשים ליישומים מודרניים של השקיה.
מערכת טיפול מקדים מקיפה
תהליך הטיפול הקדימה הרב-שלבי מילא תפקיד קריטי בהגנה על ממברנות הוסמואוזיס ההפוכה ובאופטימיזציה של ביצועי המערכת כולה. רכיבי הסרת השקעים מסירים חלקיקים תלויים ועכירות שיכולים לפגוע בפני הממברנות הרגישות, בעוד שמסנן פחמן פעיל מטפל בכלור ותרכובות אורגניות שעלולות להשפיע על שלמות הממברנות. שלב התנעה של המים מכייל את רמת ה-pH ומסיר מינרלים הגורמים להצטברות סלע (סקלה) שעלולים לפגוע בייעילות המערכת ואורך חיים של הממברנות.
פעולה יעילה אנרגטית
טכנולוגיית שחזור אנרגיה מודרנית המשולבת בעיצוב המערכת מפחיתה באופן משמעותי את עלויות הפעלה תוך שמירה על קצב ייצור מים גבוה. מערכת שחזור הלחץ אוספת אנרגיה מהזרם המרוכז בעל הלחץ הגבוה ומעבירה אותה למים המוזנים למערכת, ובכך מפחיתה את הצרכים הכוללים לאנרגיה בתהליך האוסמוזה ההפוכה. העיצוב היעיל מבחינה אנרגטית הזה הופך את טיפולי המים בקנה מידה גדול למתאימים כלכלית לפעולות חקלאיות, תוך תמיכה בחקלאות ברת-קיימא.
מערכות בקרה אוטומטיות
תכונות אוטומציה חכמות מפשטות את פעולת המערכת ומפחיתות את הצורך בפיקוח ידני מתמיד. מערכת הבקרה התכנותית מנהלת את סדרות ההפעלה וההשבתת המערכת, עוקבת אחר פרמטרי הפעלה קריטיים, ומיישמת מחזורי שטיפה אוטומטיים כדי לשמור על ביצועי הממברנות. פונקציות אוטומטיות אלו מבטיחות יציבות באיכות המים המיוצרים, תוך מינימיזציה של התערבות האופרטור ופחת הסיכון לשגיאות אנושיות בניהול המערכת.
יישומים ומקרי שימוש
מפעלי חקלאות בקנה מידה גדול נהנים במידה רבה מתכנולוגיית טיהור המים הזו בעת טיפול במימי אקוויפר מלוחים, אשר בדרך כלל אינם מתאימים לשימוש ישיר בהשקייה. מתקני ייצור ירקות, פרדסים ומרחבים מוגנים יכולים לנצל מערכת זו כדי להמיר מים מליחים ממעיינות למים איכותיים להשקייה, התומכים בצמיחה ובהתפתחות האופטימלית של הצמחים. המים המטופלים עומדים בדרישות האיכות החמורות להשקיית טיפת-מים, התקנות של ריסוס וה Cultivation הידרופונית, הנפוצות במערכות החקלאיות המודרניות.
לפעולות מטיפוס חקלאי המתייחסות לבעלי חיים נגזרת תועלת משמעותית גם מתכנולוגיית טיהור המים הזו, מאחר שתכולת המלח הגבוהה במים לשתייה עלולה לפגוע בריאותם ובתפוקתם של בעלי החיים. המערכת מייצרת מים נקיים וטריים המתאימים לצריכת בעלי החיים, וכן מספקת מים באיכות גבוהה לניקוי המתקנים ולתחזוקת הציוד. היכולת המשולבת הזו הופכת את ההשקעה לערך מיוחד עבור פעולות חקלאיות משולבות הכוללות ייצור יבולים לצד חקלאות בעלי חיים.
מיקומים חקלאיים מרוחקים עם גישה מוגבלת לאספקות המים העירוניות מוצאים את פתרון טיפול המים הזה מועיל במיוחד להקמת מערכות השקיה ברות-קיימא. המערכת מאפשרת לחקלאים לפתח שטחים שהיו בלתי מתאימים בעבר על ידי המרה של מקורות מי התהום המקומיים לאספקת השקיה אמינה. יכולת זו היא בעלת ערך מיוחד באזורים יבשים וشبه-יבשים, שם מקורות המים המשטחיים נדירים ומי התהום מהווים את משאב המים העיקרי הזמין לפיתוח החקלאי.
הפקת יבולים מיוחדים, כולל צמחי רגישות ומערכות חקלאות אורגניות, דורשת בקרת איכות מים מדויקת כדי לשמור על בריאות היבולים ולעמוד בדרישות האישור. תהליך טיפול המים באמצעות אוסמוזה הפוכה מסיר שאריות של חומרי הדברה, מתכות כבדות ו מזהמים אחרים שעלולים לפגוע באיכות היבולים או לסתור את סטנדרטי האישור האורגני. רמת הניקוי הזו של המים מאפשרת לחקלאים לשמור על הסטנדרטים הגבוהים ביותר באיכות, תוך הגנה על ההשקעה שלהם בגידולים מובילים.
אשראי איכות והסכמה
ה מערכת טיפול במים עומד בתקנים בינלאומיים מחמירים לאיכות וכולל אישורים חיוניים המאמתים את תפקודו ואת מאפייני הבטיחות שלו. פרוטוקולי בדיקה מקיפים מבטיחים שכל רכיבי המערכת עונים על תקנות התעשייה או חורגים מהן מבחינת איכות החומרים, סטנדרטי הבנייה והאמינות הפעולה. תהליך הייצור כולל מספר נקודות ביקורת איכות המאמתות את שלמות המערכת ואת יכולות התפקוד שלה לפני הבדיקה הסופית והמשלוח.
ההתאם לדרישות הסביבתיות מהווה עמוד שדרה בפילוסופיית התכנון של המערכת, עם הקפדה רבה על הפעלה ברת-קיימא ועומס סביבתי מינימלי. תהליך הטיפול מייצר פליטת מלח מרוכז שדורשת ניהול מתוקשב, והמערכת כוללת תכונות שממזערות את ייצור הפסולת תוך מקסימיזציה של יעילות השבת המים. שיקולים סביבתיים אלו מבטיחים שהפעולה של מערכת טיפול המים עומדת בדרישות העדכניות לברת-קיימא ובתקנים להגנת הסביבה.
אימות ביצועים רגיל באמצעות הליכי בדיקה סטנדרטיים מאשר כי המערכת מספקת באופן עקבי את תוצאות איכות המים שנקבעו, בתנאי הפעלה משתנים. פרוטוקולי בקרת האיכות כוללים בדיקת ביצועי הממברנה, אימות הלחץ במערכת וניתוח איכות המים שמתעד את ההתאמה למטרות הטיפול שהוגדרו. הגישה המקיפה הזו לבקרת האיכות מעניקה למנהלי המערכת את הביטחון בהאמינות וביציבות הביצועים שלה.
מערכות התיעוד והאשכוליות שומרות רשומות מפורטות של רכיבי המערכת, תהליכי הייצור ותוצאות בדיקות הביצועים. תיעוד מקיף זה תומך בטענות אחריות, מקל על תכנון תחזוקה ומספק מידע בעל ערך לפעילויות אופטימיזציה ובחינה טכנית של המערכת. נהלי השמירה על רשומות נרחבות אלו מדגימים את מחויבות יצרן המערכת לבקרת האיכות לתמיכה הלקוח לאורך מחזור החיים של המערכת.
אפשרויות התאמה וסימול
עיצוב מערכת טיפול המים מאפשר התאמה רחבה כדי לענות על דרישות הפעלה ספציפיות ותנאי האתר הנפוצים ביישומים חקלאיים. צוותי ההנדסה עובדים בקרבה רבה עם הלקוחות כדי לאופטם את תצורת המערכת, כולל בחירת הממברנות, مواصفות הטיפול הקדימה והמאפיינים של מערכת הבקרה, כך שיתאימו לאתגרי איכות המים הספציפיים וליעדי הטיפול. גישה שיתופית זו מבטיחה שכל התקנה תספק ביצועים אופטימליים ליישום המיועד לה, תוך מקסימיזציה של יעילות הפעולה והיעילות הכלכלית.
ארכיטקטורת מערכת מודולרית מאפשרת קנה מידה גמיש כדי להתאים את המערכת לדפוסי ביקוש המים המשתנים ולדרישות הרחבה עתידיות. ניתן לשלב מודולי טיפול נוספים בהתקנות הקיימות כדי להגביר את הקיבולת או לשפר את יכולות הטיפול ככל שפעולות החקלאות יגדלו ויתפתחו. גישה זו לעיצוב ניתן לתרום להגנה על ההשקעות של הלקוחות, תוך סיפוק הגמישות הנדרשת כדי להתאים את המערכת לדרישות הפעולה המשתנות לאורך זמן.
ניתן לפתח ממשקים בקרתיים מותאמים למערכות ניטור שיתמזגו באופן חלק למערכות ניהול החקלאות הקיימות ולפלטפורמות אוטומציה. פתרונות מותאמים אלו מאפשרים ניטור ובקרה מרכזיים של פעולות טיפול המים יחד עם מערכות חקלאיות קריטיות אחרות, מה שמשפר את תהליכי הניהול ומעלים את היעילות הפעולה. יכולות האינטגרציה תומכות בעקרונות החקלאות המדויקת המודרנית, אשר מסתמכות על איסוף וניתוח נתונים מקיפים לצורך קבלת החלטות אופטימליות.
הסידורים המותאמים לאריזה ולמשלוח מתאימים לדרישות הלוגיסטיות הייחודיות של פרויקטים חקלאיים בינלאומיים ואתרי התקנה מרוחקים. תצורות משלוח מותאמות מבטיחות העברת רכיבי המערכת הרגישים בבטחה, תוך הקטנת מורכבות ההתקנה וזמן ההפעלה הראשונית. פתרונות הלוגיסטיקה המותאמים הללו מדגימים את הבנת יצרן השווקים החקלאיים הבינלאומיים ואת מחויבותו לתמיכה בהצלחת יישום הפרויקטים, ללא קשר למיקום או לתנאי האתר.
תמיכה באריזה ובלוגיסטיקה
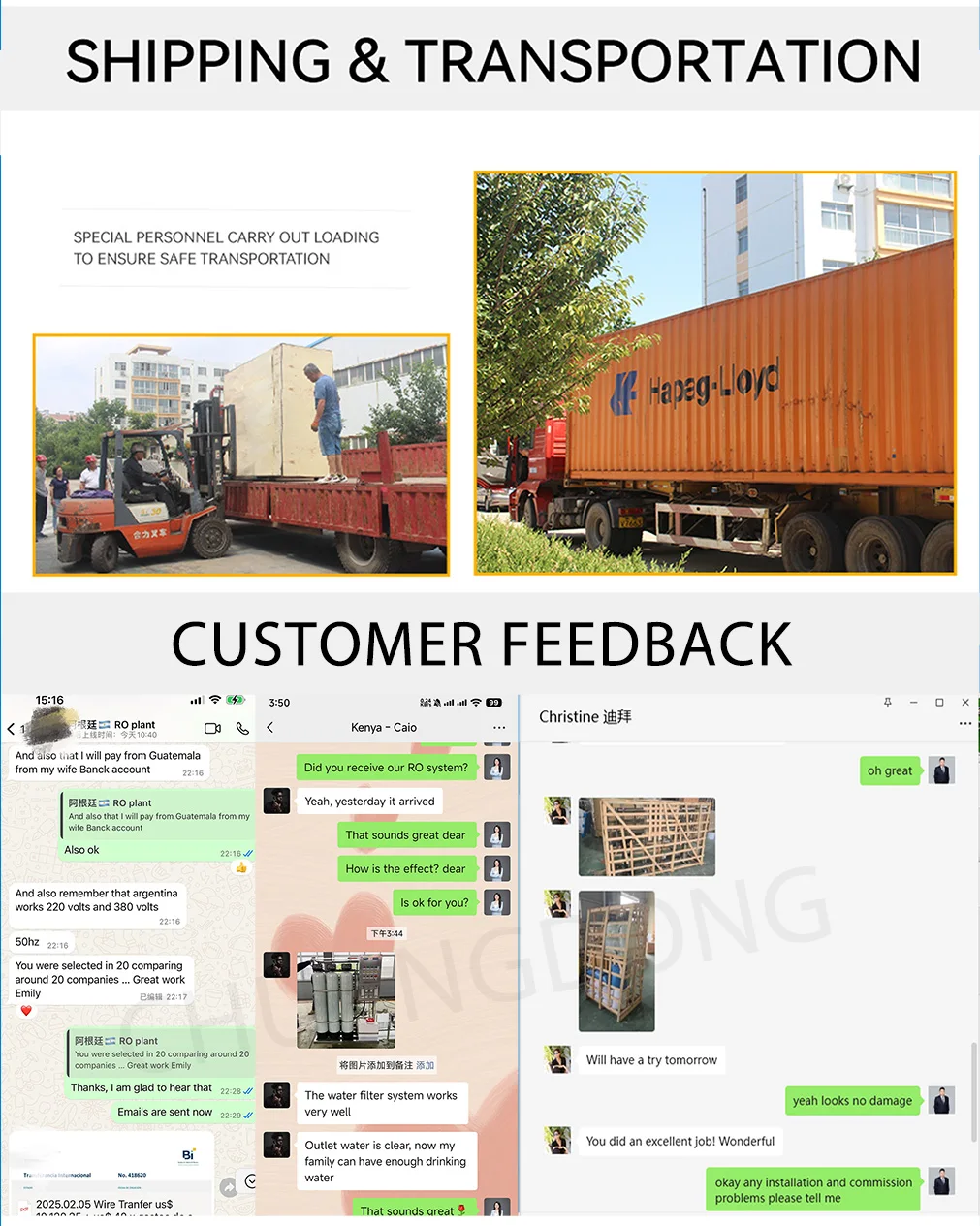
מערכות אריזה מקצועיות מגינות על רכיבי עיבוד מים קריטיים במהלך המשלוח הבינלאומי, תוך אבטחת תהליכי טיפול והתקנה יעילים. גישת האריזה הכוללת משתמשת במיכלים מיוחדים וחומרים מגנים שתוכננו במיוחד לטכנולוגיית הממברנות הרגישות ולציוד מדידה מדויק. לכל רכיב ניתנת הגנה מתאימה מפני לחות, תנודות טמפרטורה ופגיעות פיזיות שיכולות להתרחש במהלך תקופות ההובלה הארכיות לאתרים חקלאיים מרוחקים.
תיעוד מפורט של המשלוח מצורף לכל משלוח של המערכת, כולל מדריכי התקנה מקיפים, مواصفות רכיבים ומדריכי הפעלה שперות לשפות הרלוונטיות לשווקים הבינלאומיים. חבילת התיעוד מספקת לצוותי ההתקנה את כל המידע הדרוש כדי להבטיח הרכבה תקינה של המערכת והטלת ההפעלה הראשונית. גישה מקיפה זו לתיעוד מקצרת את זמן ההתקנה וממזערת את הסיכון לטעויות תצורה במהלך הפעלת המערכת.
שירותי קואורדינציה לוגיסטית מפשטים את תהליך האספקה להתקנות מורכבות הכוללות רכיבים מרובים, תוך הבטחת הגעת כל רכיבי המערכת בו זמנית ובמצב תקין. צוות הלוגיסטיקה מנהל את התהליך של פיקוח על מעבר המכס, קואורדינציה של הובלה ותאום לוחות זמנים לאספקה, כדי למזער עיכובים בפרויקטים ולסייע בתהליכי ההתקנה הרגילים. גישה תומכת מקיפה זו מכירה בחשיבות הקריטית של אספקה בזמן לפרויקטים חקלאיים עם דרישות עונתיות ספציפיות ולוחות זמנים לקישוט.
הליכים מיוחדים לטיפול ברכיבי הממברנה הרגישים מבטיחים שרכיבי המערכת החשובים ישמורו על מאפייני הביצוע שלהם לאורך תהליך המשלוח והאחסון. סביבות נשלטות בטמפרטורה וחומרי אריזה מגנים על שלמות הממברנות, בעוד הוראות טיפול מפורטות מדריכות את שותפי הלוגיסטיקה בניהול הרכיבים כראוי. הליכים המיוחדים הללו משקפים את מחויבות היצרן לספק מערכות תפקודיות לחלוטין אשר עומדות במאפייני הביצוע מהרגע שהן מותקנות.
למה לבחור בנו
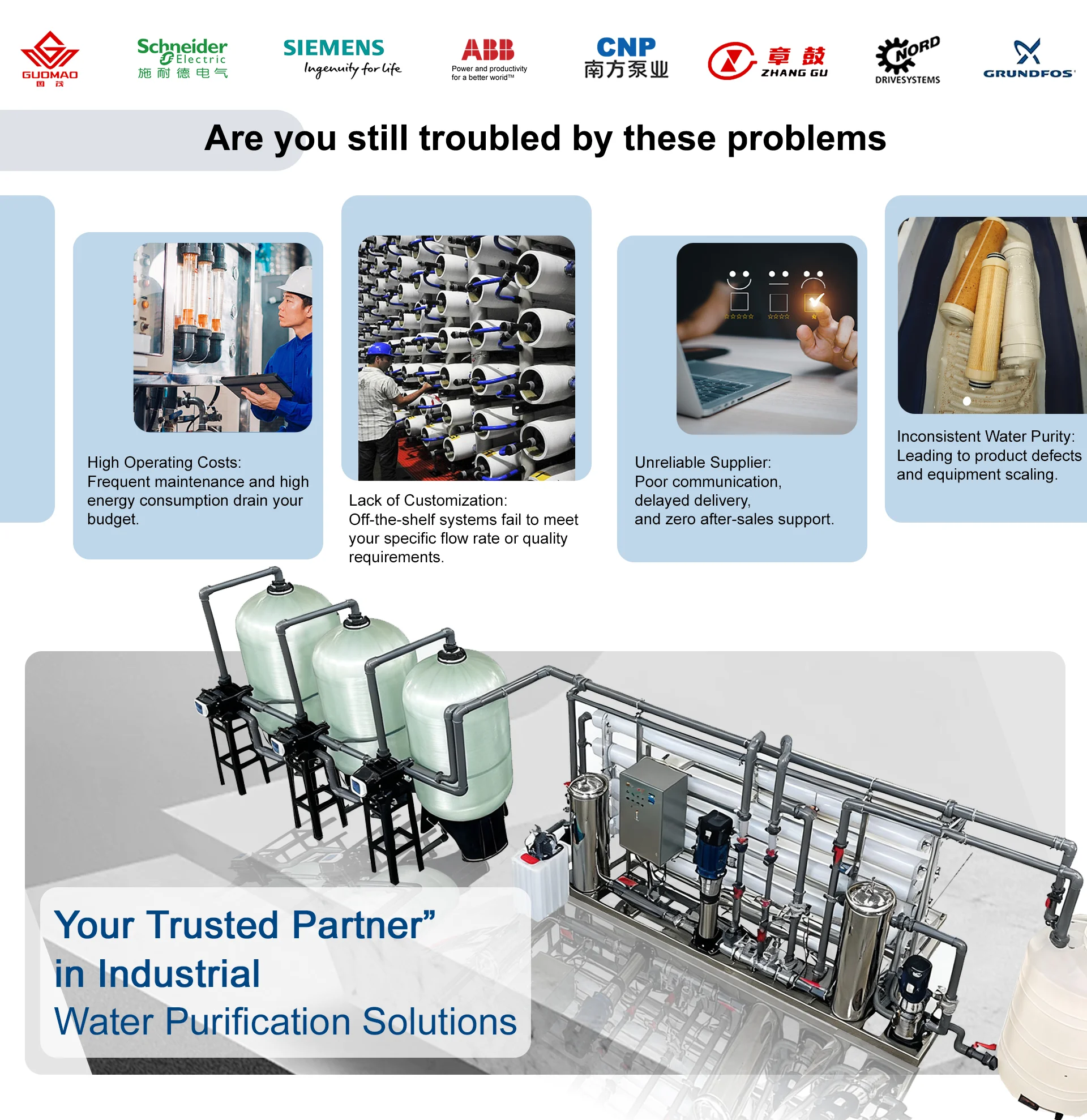
הניסיון הרב שלנו בפתרונות לטיפול במים תעשייתיים משתרע על פני מגוון תחומים ושווקים גלובליים, ומייסד בסיס של מומחיות טכנית וביצועים מוכחים ביישומים מאתגרים. צוות ההנדסה מביא ידע מעמיק בדרישות המים החקלאיות וביישומים של טכנולוגיית המembranes, אשר מאפשר פיתוח פתרונות מותאמים לפעולות חקלאיות מגוונות. בסיס הניסיון הרחב הזה מבטיח שכל עיצוב מערכת כולל את השיעורים שנלמדו מתקנות מוצלחות ברחבי העולם, תוך התמודדות עם האתגרים הייחודיים של טיפול במים חקלאיים.
כספק מוסמך של ציוד לטיהור מים, אנו שומרים על שותפויות עם יצרני רכיבים מובילים וספקי טכנולוגיה המבטיחים גישה לחדשנות האחרונה בטכנולוגיית המembranes ואוטומציה של מערכות. קשרים אסטרטגיים אלו מאפשרים את האינטגרציה של טכנולוגיות מתקדמות תוך שמירה על תעריפי תחרותיות וזמינות מהימנה של רכיבים לתפעול שוטף, תחזוקה ושדרוג מערכות. הגישה המשותפת לפיתוח טכנולוגיה שומרת על פתרונותינו בפרוץ הדלת של ההתקדמות התעשייתית.
ההתחייבות שלנו להצלחת הלקוחות משתרעת מעבר למסירת הציוד הראשונית וכוללת תמיכה טכנית מקיפה, תוכניות הדרכה וסיוע מתמשך בתחזוקה. צוות התמיכה מודע לאופי החיוני של מערכות טיהור המים בפעולות חקלאיות ומספק שירות תגובתי כדי למזער את זמני העצירה ולשפר את ביצועי המערכת. גישה זו הממוקדת הלקוח מביאה ליצירת שותפויות ארוכות טווח שתומכות בתוצרת החקלאית ובהצלחה הפעולה לאורך כל מחזור החיים של המערכת.
הניסיון הבינלאומי שלנו בפרויקטים מוכיח את היכולת שלנו ליישם בהצלחה פתרונות לטיפול במים באזורים גאוגרפיים מגוונים וסביבות רגולטוריות שונות. צוות ניהול הפרויקטים מתאם התקנות בינלאומיות מורכבות תוך הבטחת התאמה לתקנות ולסטנדרטים המקומיים. נקודת המבט הבינלאומית הזו מאפשרת לנו לפעול כספק מהימן של מערכות טיפול במים לפעולות חקלאיות ברחבי העולם, ללא קשר למיקום או לקושי של הפרויקט.
מסקנות
תחנת הטיפול המתקדמת במים מייצגת פתרון מקיף לפעולות חקלאיות שמחפשות להמיר מים גשומים מלוחים למי השקיה באיכות גבוהה שתומכת בייצור יבולים אופטימלי ובעקרונות חקלאות ברת-קיימא. שילוב טכנולוגיית ההיפוך האוסמוטי המוכחת עם מערכות עיבוד קדימה עמידות מביא לביצועים מהימנים תוך שמירה על יעילות תפעולית ועל יעילות עלות עבור יישומים חקלאיים מסחריים. מערכת הpurifikatsiya המקצועית הזו לאפשר לחקלאים לנצל מקורות מים שהיו בלתי ניתנים לשימוש בעבר, ול mở את אפשרויות ההשקיה תוך הגנה על יבולים יקרים ותשתית השקיה מפני השפעות המזיקה של זיהום מלח. שילוב הטכנולוגיה המתקדמת, שירות התמיכה המקיף והביצוע המוכח הופך את פתרון טיפול המים הזה להשקעה חיונית לפעולות חקלאיות מודרניות שמחויבות למקסם את הפרודוקטיביות ואת הקיימות בסביבות איכות מים מאתגרות.